Enter a word or phrase in any language 👆
Language:
Translation and analysis of words by ChatGPT artificial intelligence
On this page you can get a detailed analysis of a word or phrase, produced by the best artificial intelligence technology to date:
- how the word is used
- frequency of use
- it is used more often in oral or written speech
- word translation options
- usage examples (several phrases with translation)
- etymology
What (who) is Нагревательный колодец - definition
РАБОЧИЙ ОРГАН УСТАНОВОК ИНДУКЦИОННОГО НАГРЕВА
Индуктор нагревательный
Нагревательный колодец
печь для нагрева стальных слитков перед прокаткой. Н. к. устанавливаются перед обжимными станами (Блюмингами и Слябингами), на которых обычно прокатывают слитки массой не менее 2-3 т. Рабочее пространство Н. к., имеющее форму параллелепипеда, закрывается крышкой, передвигаемой с помощью напольного крана. Слитки загружают в Н. к. и выдают их из Н. к. краном с клещевым захватом. В Н. к. слитки находятся в вертикальном положении. Благодаря этому исключается опасность смещения усадочной раковины при поступлении в колодец слитков с незастывшей сердцевиной, а также обеспечивается быстрый нагрев металла (т.к. тепло подводится через всю поверхность слитка). Несколько Н. к. объединяют в группу с общими строительными сооружениями и помещением щита управления.
Н. к. - печи периодического действия, характеризующиеся переменным во времени тепловым и температурным режимами. Колодцы отапливают, как правило, доменным или коксо-доменным газом; на ряде заводов применяют природно-доменный газ. Оптимальная тепловая мощность Н. к. 200-300 Мдж/т садки (нагреваемых слитков).
Н. к. классифицируют по конструктивным признакам: регенеративные, рекуперативные (с отоплением из центра пола или одной верхней горелкой) и электрические. Рабочее пространство регенеративных Н. к. имеет размеры (3-55)×2,2 м и глубину 3 м. К торцам рабочего пространства примыкают регенераторы для подогрева газа и воздуха. Основные недостатки Н. к. такого типа - несовершенство системы сжигания топлива и трудность автоматизации процесса нагрева. В новых цехах регенеративные Н. к. не строятся.
Рабочее пространство рекуперативных Н. к. с отоплением из центра пода имеет форму квадрата со стороной 4,5-5 м, глубиной около 3 м. Слитки устанавливают у стен. Горелка расположена в середине пода и направлена вертикально вверх. К рабочей камере с двух сторон примыкают камеры рекуператоров для подогрева воздуха. Основное преимущество рекуперативных Н. к. с отоплением из центра пода - высокое качество нагрева металла. Управление тепловым режимом поддаётся автоматизации. Недостаток Н. к. этого типа - потери воздуха в рекуператорах. Такими колодцами оснащены многие станы, сооруженные в СССР в 50-х гг. 20 в. Рекуперативные Н. к. с одной верхней горелкой имеют рабочее пространство длиной 6-10 м, шириной 2,5-3,5 м и глубиной 3,5-4,5 м. Колодец отапливается горелкой, расположенной горизонтально в верхней части одной из торцовых стен рабочего пространства. Продукты сгорания отводятся через окна в нижней части той же стены, к которой примыкает рекуператор для подогрева воздуха. Благодаря тому, что подогретый воздух подаётся к горелке инжектором, исключаются потери воздуха в рекуператоре. Достоинство Н. к. этого типа - высокая степень использования площади цеха. Такими колодцами оснащены обжимные станы, построенные в СССР в 60-х гг.
Для нагрева слитков качественной стали в ряде случаев применяют электрические Н. к. Нагревательными элементами в таких колодцах служат карборундовые желоба, заполненные нефтяным коксиком в качестве материала сопротивления. Желоба установлены вдоль рабочего пространства по всей длине. Электрические Н. к. бывают сдвоенные (с разделительной стенкой), с двухсторонним обогревом, с тремя нагревателями и с одним нагревателем в середине. В Н. к. такого типа окисление металла при нагреве не превышает 0,2-0,3\% (вместо 1\% в др. Н. к.). Подавая в рабочее пространство небольшие количества газа или мазута, можно создать в колодцах науглероживающую среду. Электрические Н. к. экономически эффективны при нагреве горячих слитков.
Лит.: Аксельруд Л. Г. Сухов И. И., Тымчак В. М., Нагревательные колодцы, М., 1962.
Г. А. Бибик, Л. М. Иоффе.
Индуктор нагревательный
(лат. inductor, от induce - ввожу, нахожу, побуждаю)
электромагнитное устройство, предназначенное для индукционного нагрева (См. Индукционный нагрев). И. н. состоит из двух основных частей - индуктирующего провода, с помощью которого создаётся переменное магнитное поле, и токоподводов для подключения индуктирующего провода к источнику электрической энергии. Проводящее электрический ток тело, помещенное в магнитное переменное поле, нагревается вследствие теплового действия вихревых токов, наводимых в участках изделия, непосредственно охватываемых индуктирующим проводом. В основном все типы И. н. могут быть разделены на два вида: одновременного и непрерывно-последовательного нагрева. В первом случае площадь индуктирующего провода примерно равна площади нагреваемой поверхности, что позволяет одновременно нагревать все её участки. При втором способе нагреваемое изделие перемещают относительно индуктирующего провода, последовательно нагревая участки поверхности изделия.
Существуют И. н. для поверхностного нагрева и закалки различных изделий (деталей), для сквозного нагрева кузнечных заготовок, нагрева листового материала, для плавки металлов и др., различающиеся конструктивным выполнением, частотой питающего электрического тока, материалом магнитопровода индуктирующей системы и пр. На рис. 1 показан И. н. для нагрева под закалку простых цилиндрических деталей способом одновременного нагрева. Чтобы избежать перегрева и расплавления индуктирующего провода, его выполняют массивным. Такие И. н. питают током с частотой 10 кгц. На поверхности индуктирующего провода расположены отверстия для подачи на нагретую деталь закалочной воды после выключения электрического тока. Таким образом одновременно охлаждается и сам И. н.
Простейшим многовитковым И. н., предназначенным для закалки внутренних поверхностей деталей, является Соленоид. Соленоидными И. н. нагревают внутренние цилиндрические поверхности диаметром 50 мм и более. При диаметрах отверстий меньше 30 мм используют петлевые И. н. с магнитопроводом (рис. 2), а для нагрева внутренних цилиндрических поверхностей диаметром меньше 15 мм - стержневые И. н. в виде трубки, диаметр которой на несколько мм меньше диаметра обрабатываемого отверстия. Трубка по отношению к отверстию располагается коаксиально. Для сквозного нагрева кузнечных заготовок применяют И. н., изготавливаемые из трубки, которая при большой длине разделяется на несколько секций с отдельным охлаждением.
Плоские поверхности изделий нагревают для закалки И. н. с индуктирующим проводом в виде плоских спиралей или зигзагов (для малых нагреваемых площадей) либо непрерывно-последовательным способом нагрева с перемещением нагреваемой детали над индуктирующим проводом (рис. 3). Существуют секционированные И. н. с отдельными подводами электрического тока к каждой секции; включая или выключая в определённом порядке секции, можно закаливать (нагревать) поверхности переменной ширины и требуемой формы. Нагрев торцевых поверхностей производится И. н. зигзагообразной формы; для равномерного нагрева поверхности деталь вращают. Листовой материал и ленты наиболее эффективно нагреваются в поперечном магнитном поле (рис. 4), при этом толщина листа должна быть меньше глубины проникновения тока (обычно на частотах от 10 до 70 кгц). Нагрев и закалку зубьев шестерни производят в петлевом И. н., охватывающем зуб с двух сторон. Чтобы закалить впадину между зубьями, индуктирующий провод располагают вдоль окружности шестерни, устанавливая против впадин магнитопроводы, входящие при рабочем положении внутрь впадин.
Лит. см. при ст. Индукционный нагрев, Индукционная нагревательная установка.
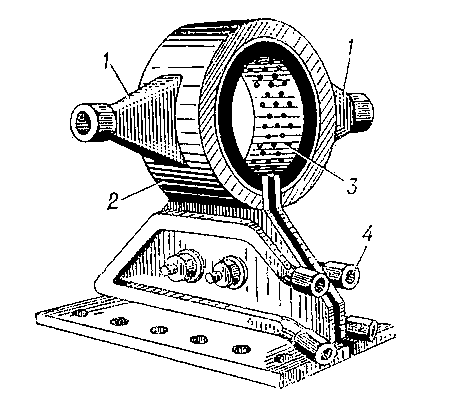
Рис. 1. Индуктор для закалки цилиндрических деталей способом одновременного нагрева: 1 - воронки для выравнивания давления закалочной воды в камере 2; 3 - индуктирующий провод с отверстиями для выхода закалочной воды: 4 - трубопровод водяного охлаждения.
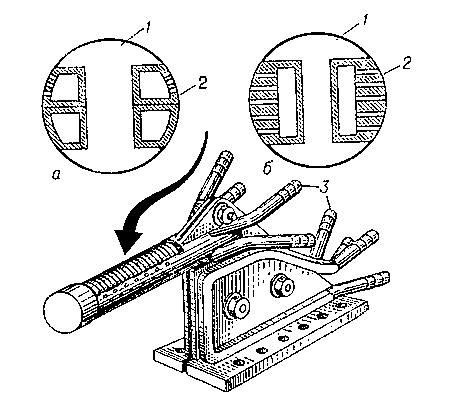
Рис. 2. Петлевой индуктор для закалки внутренних цилиндрических поверхностей способом одновременного нагрева при вращении закаливаемой детали: а - конструкция с отдельными камерами для охлаждения индуктора и выхода закалочной воды; б - конструкция без постоянного охлаждения; 1 - магнитопровод; 2 - индуктирующий провод; 3 - трубопровод водяного охлаждения.
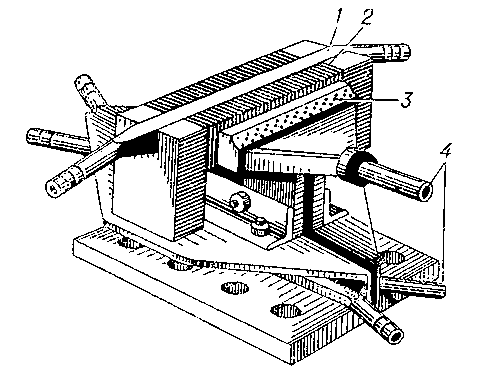
Рис. 3. Индуктор для закалки плоской поверхности непрерывно-последовательным способом: 1 - индуктирующий провод; 2 - магнитопровод; 3 - душевое устройство для подачи закалочной воды; 4 - трубопровод водяного охлаждения.
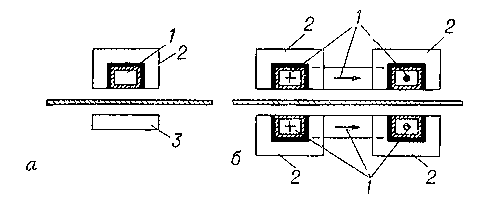
Рис. 4. Схема индукторов для нагрева листового материала в поперечном магнитном поле при размещении индуктирующего провода: а - с одной стороны нагреваемого листа; б - с обеих сторон нагреваемого листа; 1 - индуктирующий провод; 2 - магнитопровод; 3 - ярмо магнитопровода.
Белый колодец
Белый Колодец (рудник)
Белый колодец — один из действующих рудников Латненского месторождения глин, эксплуатируется с 1982 годаИстория Семилукского огнеупорного завода .
Wikipedia
Нагревательный индуктор
Нагревательный индуктор — рабочий орган установок индукционного нагрева.