Entrez un mot ou une phrase dans n'importe quelle langue 👆
Langue:
Traduction et analyse de mots par intelligence artificielle ChatGPT
Sur cette page, vous pouvez obtenir une analyse détaillée d'un mot ou d'une phrase, réalisée à l'aide de la meilleure technologie d'intelligence artificielle à ce jour:
- comment le mot est utilisé
- fréquence d'utilisation
- il est utilisé plus souvent dans le discours oral ou écrit
- options de traduction de mots
- exemples d'utilisation (plusieurs phrases avec traduction)
- étymologie
Qu'est-ce (qui) est Индуктор телефонный - définition
РАБОЧИЙ ОРГАН УСТАНОВОК ИНДУКЦИОННОГО НАГРЕВА
Индуктор нагревательный
Индуктор телефонный
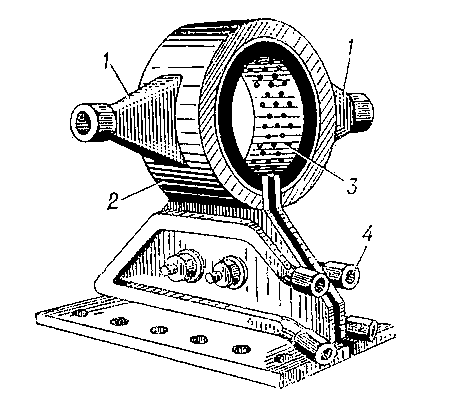
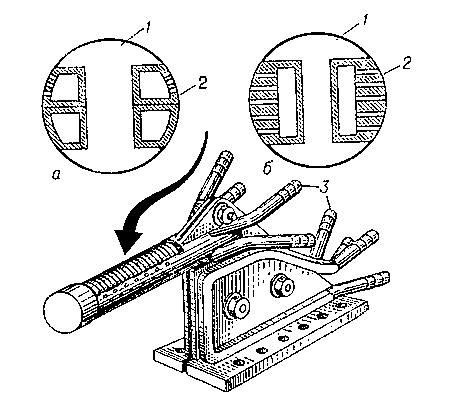
магнитоэлектрическая машина с ручным приводом, применяемая в телефонных аппаратах для посылки сигналов вызова и отбоя на станции ручного обслуживания в сельской телефонной связи (См. Сельская телефонная связь). И. т. вырабатывает переменный ток с частотой 18-21 гц, напряжением 60-70 в и мощностью 3,8 вт (на сопротивлении нагрузки 2,5 ком). Выпускаются 2 типа И. т.: с двумя неподвижными прямоугольными магнитами, вращающимся якорем (с обмоткой), редуктором и токосъёмными пружинами (рис. 1); с неподвижным якорем (с обмоткой) и вращающимся многополюсным магнитом кольцеобразной формы (рис. 2). Необходимая частота тока обеспечивается при вращении рукоятки с частотой 3-3,5 об/сек.
Лит.: Телефония, под ред. В. А. Новикова, 2 изд., М., 1967.
Рис. 1. Индуктор с вращающимся якорем: 1 - постоянные магниты; 2 - полюсные надставки; 3 - токосъёмные пружины с контактом.
Рис. 2. Индуктор с неподвижной обмоткой: а - общий вид; б - разрез; 1 - многополюсный вращающийся постоянный магнит (ротор); 2 - статор из мягкой стали; 3 - вращающийся диск; 4 - рукоятка; 5 - обмотка статора.
Индуктор нагревательный
(лат. inductor, от induce - ввожу, нахожу, побуждаю)
электромагнитное устройство, предназначенное для индукционного нагрева (См. Индукционный нагрев). И. н. состоит из двух основных частей - индуктирующего провода, с помощью которого создаётся переменное магнитное поле, и токоподводов для подключения индуктирующего провода к источнику электрической энергии. Проводящее электрический ток тело, помещенное в магнитное переменное поле, нагревается вследствие теплового действия вихревых токов, наводимых в участках изделия, непосредственно охватываемых индуктирующим проводом. В основном все типы И. н. могут быть разделены на два вида: одновременного и непрерывно-последовательного нагрева. В первом случае площадь индуктирующего провода примерно равна площади нагреваемой поверхности, что позволяет одновременно нагревать все её участки. При втором способе нагреваемое изделие перемещают относительно индуктирующего провода, последовательно нагревая участки поверхности изделия.
Существуют И. н. для поверхностного нагрева и закалки различных изделий (деталей), для сквозного нагрева кузнечных заготовок, нагрева листового материала, для плавки металлов и др., различающиеся конструктивным выполнением, частотой питающего электрического тока, материалом магнитопровода индуктирующей системы и пр. На рис. 1 показан И. н. для нагрева под закалку простых цилиндрических деталей способом одновременного нагрева. Чтобы избежать перегрева и расплавления индуктирующего провода, его выполняют массивным. Такие И. н. питают током с частотой 10 кгц. На поверхности индуктирующего провода расположены отверстия для подачи на нагретую деталь закалочной воды после выключения электрического тока. Таким образом одновременно охлаждается и сам И. н.
Простейшим многовитковым И. н., предназначенным для закалки внутренних поверхностей деталей, является Соленоид. Соленоидными И. н. нагревают внутренние цилиндрические поверхности диаметром 50 мм и более. При диаметрах отверстий меньше 30 мм используют петлевые И. н. с магнитопроводом (рис. 2), а для нагрева внутренних цилиндрических поверхностей диаметром меньше 15 мм - стержневые И. н. в виде трубки, диаметр которой на несколько мм меньше диаметра обрабатываемого отверстия. Трубка по отношению к отверстию располагается коаксиально. Для сквозного нагрева кузнечных заготовок применяют И. н., изготавливаемые из трубки, которая при большой длине разделяется на несколько секций с отдельным охлаждением.
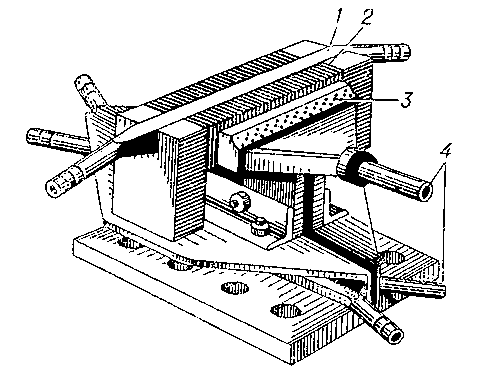
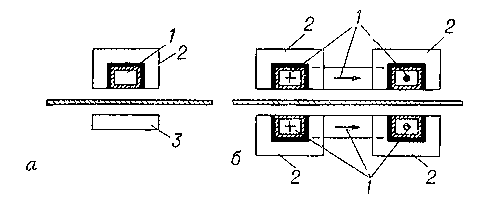
Плоские поверхности изделий нагревают для закалки И. н. с индуктирующим проводом в виде плоских спиралей или зигзагов (для малых нагреваемых площадей) либо непрерывно-последовательным способом нагрева с перемещением нагреваемой детали над индуктирующим проводом (рис. 3). Существуют секционированные И. н. с отдельными подводами электрического тока к каждой секции; включая или выключая в определённом порядке секции, можно закаливать (нагревать) поверхности переменной ширины и требуемой формы. Нагрев торцевых поверхностей производится И. н. зигзагообразной формы; для равномерного нагрева поверхности деталь вращают. Листовой материал и ленты наиболее эффективно нагреваются в поперечном магнитном поле (рис. 4), при этом толщина листа должна быть меньше глубины проникновения тока (обычно на частотах от 10 до 70 кгц). Нагрев и закалку зубьев шестерни производят в петлевом И. н., охватывающем зуб с двух сторон. Чтобы закалить впадину между зубьями, индуктирующий провод располагают вдоль окружности шестерни, устанавливая против впадин магнитопроводы, входящие при рабочем положении внутрь впадин.
Лит. см. при ст. Индукционный нагрев, Индукционная нагревательная установка.
Рис. 1. Индуктор для закалки цилиндрических деталей способом одновременного нагрева: 1 - воронки для выравнивания давления закалочной воды в камере 2; 3 - индуктирующий провод с отверстиями для выхода закалочной воды: 4 - трубопровод водяного охлаждения.
Рис. 2. Петлевой индуктор для закалки внутренних цилиндрических поверхностей способом одновременного нагрева при вращении закаливаемой детали: а - конструкция с отдельными камерами для охлаждения индуктора и выхода закалочной воды; б - конструкция без постоянного охлаждения; 1 - магнитопровод; 2 - индуктирующий провод; 3 - трубопровод водяного охлаждения.
Рис. 3. Индуктор для закалки плоской поверхности непрерывно-последовательным способом: 1 - индуктирующий провод; 2 - магнитопровод; 3 - душевое устройство для подачи закалочной воды; 4 - трубопровод водяного охлаждения.
Рис. 4. Схема индукторов для нагрева листового материала в поперечном магнитном поле при размещении индуктирующего провода: а - с одной стороны нагреваемого листа; б - с обеих сторон нагреваемого листа; 1 - индуктирующий провод; 2 - магнитопровод; 3 - ярмо магнитопровода.
Телефонный кабель

.JPG?width=200 "Провод ТРП в шлейфе пожарной сигнализации")
Телефонный кабель
городской телефонный кабель, низкочастотный симметричный Кабель связи, применяемый в местных (городских и сельских) телефонных сетях (См. Телефонная сеть), преимущественно для прокладки абонентских линий связи. Т. к. представляет собой совокупность большого (до 3600 и более) числа пар изолированных медных жил диаметром 0,3 - 0,9 мм, скрученных в группы по две (парная скрутка) или по четыре (четвёрочная, или звёздная, скрутка). В ряде стран наблюдается тенденция к замене медных жил алюминиевыми (или из алюминиевых сплавов) несколько большего (Телефонный кабель в 1,3 раза) диаметра. При производстве Т. к. обычно применяют способы повивной скрутки, при которой пары (четвёрки) навивают коаксиальными слоями, называемыми повивами, и пучковой скрутки (преимущественный способ), при которой предварительно формируются пучки, содержащие 10-25 пар (т. н. элементарные пучки) или 50-100 пар (т. н. главные пучки). Толщина изоляции токопроводящих жил (о способах изоляции см. в статьях Кабель и Междугородные кабели связи) обычно составляет 0,4- 0,6 диаметра жилы в случае воздушно-бумажной или полиэтиленовой изоляции и 0,25-в случае пенополиэтиленовой. промышленность выпускает Т. к. в различных оболочках, главным образом в металлической - свинцовой (выпрессованной) или тонкостенной стальной (сварной, гофрированной) и в пластмассовой - преимущественно полиэтиленовой, накладываемой поверх электрического экрана из алюминиевой фольги; всё большее распространение получают Т. к. в оболочке из Металлопласта (обычно в виде пластмассовой трубки, металлизированной изнутри), обладающей повышенной влагостойкостью, а также герметизированные кабели, в которых пространство между изолированными жилами заполняется вязким гидрофобным компаундом (см. Компаунды полимерные). Наружный диаметр Т. к. не превышает 75 мм. Прокладывают Т. к. обычно в трубопроводе стандартного диаметра 100 мм (см. Кабельная канализация).
Т. к. используется только для одноканальной связи, поэтому к каждой абонентской установке подводят (от распределительных шкафов и коробок) одну пару жил. На каждую тысячу абонентских установок в среднем приходится 2-4 тыс. км телефонных цепей (пар), или 40-80 км условного (50-парного) Т. к. Ежегодный выпуск Т. к. в мире (1974) превышает 1 млн. км.
Лит.: Истомина Н. П., Лакерник Р. М., Шарле Д. Л., Городские телефонные кабели, М.- Л., 1960; Алексеев В. И., Томчин Б.3,. Шарле Д. Л., Кабельные линии городских телефонных сетей, М., 1973.
Д. Л. Шарле.
Wikipédia
Нагревательный индуктор
Нагревательный индуктор — рабочий орган установок индукционного нагрева.
