вырабатывает из нитей (основы (См.
Основа) и утка (См.
Уток)) различные виды тканей текстильных (См.
Ткань текстильная); основная машина ткацкого производства (См.
Ткацкое производство). Классификация Т. с. В зависимости от способа образования ткани станки бывают 2 типов: станки с прерывным образованием ткани (челночные и бесчелночные) и станки с непрерывным многоместным образованием ткани (многозевный Т. с.). По конструкции различают плоские станки и круглые (используют только для выработки специальных тканей, например рукавных). Наиболее распространены плоские челночные станки. В зависимости от используемой пряжи, вида и назначения ткани Т. с. предназначаются для выработки хлопчатобумажных, шёлковых, шерстяных, стеклянных, металлических и др. тканей. Станки могут быть узкими (вырабатывают ткань шириной до 100
см) и широкими, предназначаться для лёгких, средних и тяжёлых тканей. Для переработки утка различных видов (по цвету, крутке и т.д.) применяются многочелночные станки. В зависимости от устройства зевообразовательного механизма станки бывают эксцентриковые (для тканей простых переплетений), кареточные (для мелкоузорчатых тканей) и жаккардовые (для тканей с крупным, сложным узором; см.
Жаккарда машина).
Принцип действия Т. с. показан на
рис. 1. Основные рабочие органы станка -
Ремизка,
Челнок (прокладчик утка́) и бёрдо (См.
Бердо). Нити основы, сматываемые с навоя (См.
Навой), огибают направляющий валик (скало) и принимают горизонтальное или наклонное положение. Далее они проходят через отверстия ламелей (см.
Ламельный прибор) и через глазки галев ремизок, перемещающих нити основы в вертикальном направлении для образования зева. В зев челноком или прокладчиком утка др. типа вводится уточная нить, которая продвигается (прибивается) к опушке ткани бёрдом, совершающим возвратно-поступательное движение вместе с
Батаном. У опушки ткани нити основы, переплетаясь с нитью утка, образуют ткань, которая огибает грудницу (См.
Грудница), вальян, направляющий валик и навивается на товарный валик. Порядок чередования перемещений ремизок обеспечивает изготовление тканей различного переплетения нитей (См.
Переплетение нитей). Число зубьев, приходящихся на единицу длины бёрда, и число нитей, проходящих через просветы между зубьями, обусловливают плотность ткани по основе, а перемещение (отвод) ткани, приходящееся на одну уточную нить, определяет плотность ткани по утку.
На челночных Т. с. уточная нить прокладывается в зеве челноком, который несёт в себе паковку (См.
Паковка) (шпулю) с пряжей и совершает возвратно-поступательное движение со скоростью 10-18
м/сек (в зависимости от ширины станка). Смена шпуль производится автоматически. Масса челнока с уточной паковкой составляет от 0,25 до 5
кг. Переменная скорость движения челнока и его большая масса - основные причины малой производительности челночных Т. с.
Указанные недостатки устранены в бесчелночных Т. с., которые с середины 20 в. стали внедряться в ткацкое производство. На этих станках применяется уточная паковка больших размеров (
Бобина), которая размещается на станине станка; после каждого продвижения прокладчика утка нить обрезается. В зависимости от способа прокладывания уточной нити различают бесчелночные станки (См.
Бесчелночный станок) с малогабаритным прокладчиком утка, пневматические, гидравлические, рапирные и пневморапирные. Получили распространение Т. с. с малогабаритным прокладчиком утка. Прокладчик пружинным зажимом захватывает конец уточной нити. сходящей с бобины, и, перемещаясь в направляющей гребёнке, прокладывает нить в зеве со скоростью 23-25
м/сек.
Масса прокладчика около 40
г. Производительность такого станка примерно в 2,5 раза выше по сравнению с челночным станком; на нём можно изготовлять ткани из всех видов волокон, а также их смесей; уток может быть 4 видов.
На пневматических и гидравлических Т. с. прокладывание уточной нити, сходящей с бобины, осуществляется струей сжатого воздуха или капельной струей воды. Сжатый воздух подаётся под давлением до 3․105 н/м2 (3 кгс/см2); на гидравлических станках капельная струя воды выбрасывается из сопла под давлением 15․105 н/м2 (15 кгс/см2). Скорость прокладывания уточной нити на этих станках достигает 35 м/сек. Пневматические станки применяются для изготовления хлопчатобумажных и шёлковых тканей, гидравлические - для изготовления тканей из синтетических нитей (они не смачиваются водой).
На рапирном Т. с. уточная нить вводится в зев захватами, укрепленными на концах стержней (рапир) или гибких металлических лент, которые совершают возвратно-поступательное движение с 2 сторон станка. Рапирные станки применяются в основном для изготовления суконных тканей и тканей с утком различного вида (цвета).
Выпускаются Т. с. с комбинированным (пневматическим и рапирным) способом прокладывания уточной нити в зеве (так называемые пневморапирные станки). На этих станках справа и слева вводятся в зев 2 полые рапиры, которые образуют воздушный канал. В правую рапиру сжатым воздухом под давлением около 0,4․105 н/м2 (0,4 кгс/см2) вдувается уточная нить. Одновременно из левой рапиры воздух отсасывается, что обеспечивает большую надёжность продвижения нити в каналах рапир. После прокладывания утка (со скоростью 1820 м/сек) рапиры выходят из зева и бёрдо прибивает уточную нить к опушке ткани.
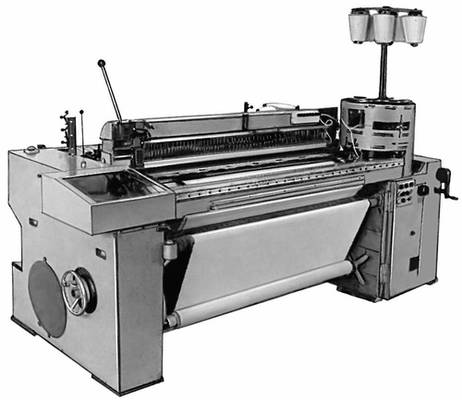
В многозевных Т. с. (опытные образцы имелись в 1974 в СССР и ЧССР) переплетение нитей выполняется челноками в нескольких участках по ширине основы, т.к. расстояние между челноками значительно меньше ширины ткани (рис. 2).
Ремизка станка состоит из отдельных секций шириной 2-4 см. Эти секции перемещаются независимо друг от друга с помощью кулачкового механизма, образуя так называемый волновой (или ступенчатый) зев. В каждой волне зева движется челнок с уточной нитью. Перемещение челноков происходит с помощью роликов цепного конвейера, расположенного под нитями основы. Прибой каждой уточной нити производится синхронно с движением челнока и может выполняться, например, с помощью дисков, установленных на валу. Между дисками имеются промежутки, в которых проходят нити основы. При вращении вала уточная нить захватывается дисками и прижимается к опушке ткани. Зарядка челноков осуществляется мотальными головками, которые после выхода челнока из работы наматывают на его катушку нить длиной на одну прокладку. Скорость движения челноков 2 м/сек.
Дальнейшее совершенствование Т. с. направлено в основном на повышение скорости прокладывания утка и, следовательно, скорости работы станка. Перспективно широкое использование многозевных Т. с.
Лит.: Сидоров Ю. П., Кокорев В. А., Пневматические П-105 и гидравлические Г-1055 ткацкие станки, М., 1962; Топилин А. П., Казуров А. А., Янпольский В. А., Высокопроизводительные автоматические ткацкие станки типа СТБ, М., 1969; Пневморапирные ткацкие станки, М., 1974.
В. Н. Полетаев.
Рис. 2. Многозевный ткацкий станок.
Рис. 1. Принципиальная схема образования ткани на ткацком станке: 1 - навой; 2 - нити основы; 3 - скало; 4 - ламели; 5 - вершник; 6 - бёрдо; 7 - челнок; 8 - грудница; 9 - направляющий валик; 10 - вальян; 11 - товарный валик; 12 - подбатанный вал; 13 - лопасть батана; 14 - ремизка; 15 - глазок галева; 16 - батан.



.jpg?width=200 "Вверху: Горизонтальный ткацкий станок (изображен вертикально). Древний Египет. Бени-Хасан. Среднее царство<br />Под ним: Рама для плетения циновок. Древний Египет. Среднее царство")