Введите слово или словосочетание на любом языке 👆
Язык:
Перевод и анализ слов искусственным интеллектом ChatGPT
На этой странице Вы можете получить подробный анализ слова или словосочетания, произведенный с помощью лучшей на сегодняшний день технологии искусственного интеллекта:
- как употребляется слово
- частота употребления
- используется оно чаще в устной или письменной речи
- варианты перевода слова
- примеры употребления (несколько фраз с переводом)
- этимология
Что (кто) такое Кузнечно-штамповочное производство - определение
Штучное производство; Опытное производство
Найдено результатов: 249
Кузнечно-штамповочное производство
I
Кузне́чно-штампо́вочное произво́дство

отрасль тяжёлого машиностроения, производящая различные металлические изделия (от деталей машин до предметов домашнего обихода) ковкой (См. Ковка), штамповкой (См. Штамповка), Прессованием. В основе методов К.-ш. п. лежит способность материалов деформироваться, т. е. изменять свою форму без разрушения под действием внешних сил. Выбор условий, благоприятных для пластического деформирования, производят исходя из основных положений теории обработки металлов давлением (См. Обработка металлов давлением). Ценность способов К.-ш. п. заключается в том, что при обработке заготовок давлением их форма изменяется в результате перераспределения металла, а не за счёт удаления его излишка, как при обработке металлов резанием (См. Обработка металлов резанием), что позволяет резко сократить отходы и одновременно увеличить прочность материала. Поэтому обработка металлов давлением применяется для изготовления наиболее ответственных деталей машин. Так, в самолёте до 80-90\%, в автомобиле до 85\% деталей (от общей массы) - штампованные. Машины К.-ш. п. более производительны, чем металлорежущие станки, например производительность холодновысадочных автоматов в 5-6 раз превосходит производительность токарных автоматов, причём отходы металла сокращаются в 2-3 раза. Замена механической обработки штампованием при переработке каждого млн. т проката позволяет экономить до 250 тыс. т металла.
Для увеличения пластичности при обработке давлением часто применяют нагрев, что позволяет снизить усилия в 10-15 раз по сравнению с обработкой холодной заготовки, а также избежать появления трещин и сократить время операции. В качестве нагревательных устройств в К.-ш. п. используют печи: пламенные (камерные и методические) и электрические (с нагревательными элементами и индукционные).
Основные способы обработки металлов, применяемые в К.-ш. п., характеризуются состоянием исходного материала (прокат, слиток, лист и т. д.), оборудованием (пресс, молот), инструментальной оснасткой и технологическими приёмами. По этим признакам различают: ковку (преимущественно с нагревом), объёмную и листовую штамповку (горячую и холодную), прессование (главным образом с нагревом).
Ковка - способ обработки металлов, характеризующийся тем, что течение материала в стороны, как правило, не ограничено инструментом - Штампом. Ковкой получают изделия массой до 200 т. Ковка применялась ещё до освоения выплавки железа из руды, поковки из метеоритного железа производили вручную в 4-3 тыс. до н. э. В современном К.-ш. п. ковку ведут вручную или на машинах: Молотах с массой падающих частей от 1 до 5000 кг и ковочно-гидравлических прессах с усилием от 2 до 200 Мн (200-20000 тс). Заготовки деформируются непосредственно верхним бойком штампа или простейшими приспособлениями, кузнечным инструментом (См. Кузнечный инструмент). Для перемещения тяжёлых заготовок (до 350 т) и инструментов используют мостовые и поворотные подъёмные краны, кантователи (См. Кантователь), Манипуляторы (рис. 1). Ковкой получают детали из слитков или проката.
Штамповка - способ обработки металлов давлением, при котором течение металла ограничено поверхностями полостей и выступов штампа. Верхняя и нижняя части штампа образуют замкнутую полость по форме изготовляемой детали - штамповки. В зависимости от формы заготовки (лист, прокат и т. д.), оборудования и технологических приёмов различают объёмную штамповку (См. Объёмная штамповка) и листовую штамповку (См. Листовая штамповка). Кроме того, штамповку можно осуществлять с нагревом и без нагрева. Прообразом штамповки можно считать чеканку (См. Чеканка монет) монет. Широкое применение процесса штамповки началось в конце 18 - начале 19 вв. в связи с переходом на промышленный выпуск изделий, в частности первый патент на изготовление штампованием латунных гильз был выдан в 1796 (Германия). С появлением паровых машин на штамповочных прессах стали осуществлять различные пробивные и вырубные операции, например пробивку отверстий под заклёпки. Наибольшее развитие штамповка получила в середине 20 в. с ростом серийного и массового производства в приборо- и машиностроении, радиоэлектронной промышленности и др. отраслях, т. к. является в десятки раз производительнее ковки. Штампованные детали имеют в 2-3 раза меньшие припуски на обработку, чем кованые, т. е. выше процент использования металла. Штамповку осуществляют на молотах с массой падающих частей 0,5-30 т, криво-шинных горячештамповочных прессах с усилием от 6 до 100 Мн (600-10000 тс), гидравлических прессах с усилием до 750 Мн (75000 тс), горизонтально-ковочных машинах (См. Горизонтально-ковочная машина), кузнечно-штамповочных автоматах (См. Кузнечно-штамповочный автомат), гидровинтовых пресс-молотах. Чтобы сократить отход металла, уменьшить последующую обработку применяют Безоблойное штампование. При горячей штамповке на молотах окалина удаляется в промежутках между первыми ударами. На прессах штамповку выполняют за один ход. В связи с этим применяют т. н. безокислительный нагрев заготовок (обычно прокат), например в индукционных печах. Это обеспечивает получение изделий почти без окалины. Труднодеформируемые материалы штампуют, как правило, на гидравлических прессах в штампах, нагретых до температуры обрабатываемого материала (например, для титановых сплавов до 800 °С), - т. н. изотермическая штамповка.
Для обеспечения более высокой чистоты поверхности, большей точности размеров изделия применяют холодную штамповку, процесс которой аналогичен горячей штамповке, но исключает нагрев.
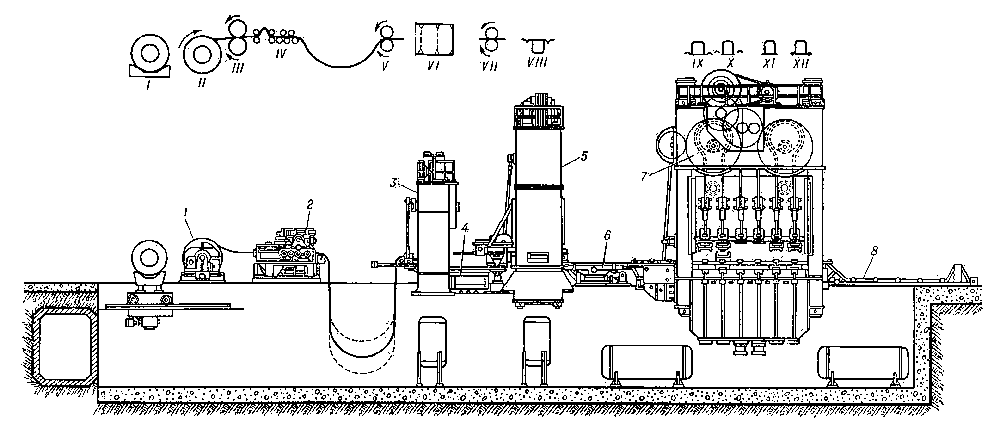
Листовая штамповка - способ получения тонкостенных изделий плоской или пространственной формы. Тонколистовой материал (до 4 мм) штампуют без нагрева, толстолистовой (свыше 4 мм) - с нагревом. Получаемые этим способом детали имеют точные размеры и обычно не нуждаются в дальнейшей обработке резанием. В мелкосерийном и серийном производствах применяют универсальные машины и оснастку; в крупносерийном и массовом производствах используют многооперационные штампы. Штамповку выполняют на кривошипных прессах с усилием 63-50000 кн (6,3-5000 тс), с числом ходов от 5 до 15 в мин, на листоштамповочных автоматах с усилием 50-40000 кн (5-4000 тс), с числом ходов до 120 в мин, на гидравлических вытяжных прессах с усилием от 8 до 200 Мн (800-20000 тс). В массовом производстве особое значение при листовой штамповке приобретают использование комбинированных штампов, механизация и автоматизация целых участков, автоматические линии (рис. 2).
При производстве однотипных деталей из листа (толщина алюминиевого листа 1,5-2 мм, стального - 0,5-0,6 мм), в частности в авиационной промышленности, большое распространение получила т. н. штамповка резиной, позволяющая удешевить инструмент, упростить конструкцию пресса. На гидравлическом прессе простого действия укрепляется подушка из резины или др. упругого материала в металлической коробе, установленном на подвижных частях пресса. Нижний боёк штампа имеет форму штампуемой детали. Пока штампуются одни детали, подготавливают новые заготовки.
При гидравлической вытяжке, являющейся также разновидностью листовой штамповки, деформирование заготовки осуществляется непосредственно жидкостью.
Прессование - способ получения изделий из различных профилей, прутков, труб и др., при котором заготовка, помещенная в специальный контейнер, выдавливается из него пуансоном (пресс-штемпелем) через отверстие в матрице, имеющее форму (очертания) будущего изделия. Осуществляется на гидравлических прессах с усилием до 200 Мн (20000 тс). Прессование получило распространение с 60-х гг. 19 в., хотя первый патент на гидравлический пресс был выдан в 1797 (Великобритания). Прессованные изделия имеют высокую точность размеров и в большинстве случаев практически не требуют последующей механической обработки. Установка инструмента проста, что позволяет быстро переналаживать оборудование для изготовления различных изделий.
Новые способы обработки металлов. В 50-х гг. 20 в. разработаны и начали успешно внедряться в К.-ш. п. принципиально новые технологические процессы, позволяющие обрабатывать труднодеформируемые материалы (жаропрочные стали, титановые, молибденовые, вольфрамовые и др. сплавы).
При взрывном штамповании (См. Взрывное штампование) ударная волна, возникающая при сгорании заряда взрывчатого вещества, деформирует заготовку, придавая ей нужную форму. Вследствие кратковременности процесса (мсек - мксек) штампы можно изготовлять не только из дешёвых малоуглеродистых сталей, но и из таких материалов, как бетон, дерево, пластмасса и т. д.
Высокоскоростная штамповка- способ обработки труднодеформируемых материалов с высокой точностью на молотах, скорость падающей части (бабы) которых при ударе достигает 40-60 м/сек. У обычных молотов не выше 8 м/сек. Масса соударяющихся частей у высокоскоростных молотов при одинаковой энергии удара во много раз меньше, чем у обычных молотов.
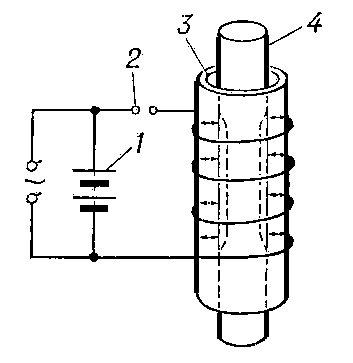
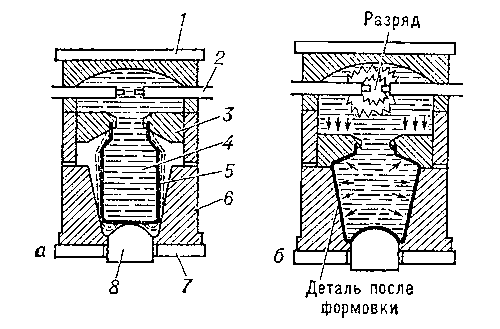
Для получения различных изделий применяют деформирование заготовок силами, возникающими при взаимодействии электромагнитных полей, образующихся во время разряда мощной конденсаторной батареи (рис. 3). Этот способ, называемый электромагнитной формовкой, позволяет получать до 600 изделий в час. Применяется для изготовления различных изделий, например рефлекторов из полированных листов без последующей обработки, для соединения деталей, в том числе и из разнородных материалов (например, металла и керамики), и т. д. Разновидностью этого способа является электрогидравлическая формовка, при которой используется энергия ударной волны, образующейся в результате электрического разряда в жидкости (рис. 4).
Гидростатическое прессование, или гидроэкструзия, основано на использовании жидкости для передачи высокого давления - от 10 до 3000 Мн/м2 (100-30000 кгс/см2). Этим способом выдавливают прутки и профильные изделия, получают детали, имеющие форму тел вращения, главным образом из малопластичных и труднодеформируемых сплавов.
Изделия из порошкообразных материалов получают способом гидростатического спрессовывания (или газостатического). Материалы в эластичной (резиновой, полимерной, свинцовой, тонкой стальной и т. и.) оболочке помещают в контейнер, в который подаётся жидкость под давлением до 800 Мн/м2 (8000 кгс/см2). При этом происходит равномерное уплотнение заготовки, форма получаемых изделий повторяет форму исходной заготовки. Гидростатическое спрессовывание осуществляется при температурах до 400-500°С, a газостатическое - до 2000-2500°С. При газостатическом спрессовывании рабочей средой является нейтральный газ (обычно аргон). Давление газа достигает 200-500 Мнм2 (2000-5000 кгс/см2).
Изделия К.-ш. п. применяют в автомобильной и авиационной промышленности, тракторостроении, приборостроении, лёгкой промышленности, в производстве предметов широкого потребления. производство кузнечно-прессовых машин в СССР в 1940 составляло 4,7 тыс. штук, в 1972 составило 43,9 тыс. штук, а к 1975 достигнет 60-65 тыс. штук в год.
Лит.: Рыбаков Б. А., Ремесло древней Руси, М., 1948; Сторожев М. В., Попов Е. А., Теория обработки металлов давлением, М., 1971; Залесский В. И., Оборудование кузнечно-прессовых цехов, М., 1964; Пихтовников Р. В., Завьялова В. И., Штамповка листового металла взрывом, М., 1964; Романовский В. П., Справочник по холодной штамповке, М.- Л., 1965; Ковка и объемная штамповка стали. Справочник, под ред. М. В. Сторожева, т. 1-2, М., 1967-68.
Б. В. Розанов, В. П. Линц.
Рис. 2. Схема автоматизированной линии для штамповки картеров двигателей: I - исходное положение рулона стальной ленты; II - размотка; III - чистка; IV - правка; V - подача; VI - вырубка заготовки; VII - смазка; VIII - вытяжка изделия; IX - переформовка радиусов и правка фланцев; X - обработка фланцев по контуру; XI - формовка ребер жесткости и фланцовка по контуру; XII - пробивка отверстий; 1 - разматывающее устройство; 2 - листоправильная машина; 3 - двухкривошинный пресс простого действия с валковой подачей; 4 - механизм передачи и подъема стопы заготовок; 5 - однокривошипный пресс двойного действия для вытяжки; 6 - механизм передачи изделий и съёма штампа; 7 - многопозиционный пресс с грейферной подачей; 8 - механизм транспортирования изделий и съёма штампа.
Рис. 3. Схема электромагнитной формовки: 1 - конденсаторная батарея; 2 - разрядник; 3 - катушка индуктивности; 4 - трубная заготовка.
Рис. 4. Схема электрогидравлической формовки: а - установка заготовки; б - получение детали после действия разряда (формовки): 1 - ползун; 2 - электроды; 3 - подвижная матрица; 4 - вода; 5 - заготовка; 6 - неподвижная матрица; 7 - подштамповая плита; 8 - выталкиватель.
Рис. 1. Ковочно-гидравлический пресс с усилием 10 Мн (1000 тc), работающий с двумя манипуляторами.
II
Кузне́чно-штампо́вочное произво́дство ("Кузне́чно-штампо́вочное произво́дство",)
ежемесячный научно-технический журнал, орган министерства станкостроительной и инструментальной промышленности СССР и Научно-технического общества машиностроительной промышленности. Издаётся в Москве с 1959. Освещает вопросы теории и практики ковки, горячей и холодной объёмной штамповки, производства поковок и продукции листовой штамповки, совершенствования прогрессивных технологических процессов, эффективного использования оборудования, механизации и автоматизации производства. Тираж (1973) 9,5 тыс. экземпляров.
ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
 par procédés Midrex HYL Charbon.svg?width=200)
![Производство продукции прямого восстановления железа в мире, тонн; доля процесса [[Midrex]] в общем объёме, %; доля технологий металлизации с использованием угля, %; доля технология HYL III, %; прочие технологии, %](https://commons.wikimedia.org/wiki/Special:FilePath/DRI evolution.svg?width=200 "Производство продукции прямого восстановления железа в мире, тонн; доля процесса [[Midrex]] в общем объёме, %; доля технологий металлизации с использованием угля, %; доля технология HYL III, %; прочие технологии, %")
производство стали в электрических (главным образом дуговых) печах. Позволяет получать стали широкого сортамента (от рядовых до высококачественных) при массе плавки от нескольких десятков килограмм до 200 т и выше. Электросталеплавильное производство в дуговых печах делится: по химическому составу огнеупорной футеровки печей и применяемого шлака - на основное и кислое; по шлаковому режиму (по числу наводимых шлаков) - на одношлаковое и двухшлаковое; по характеру процесса - на переплав, имеющий главной целью расплавление металла и ограниченное его рафинирование, и плавку с полным окислением, сопровождающимся дефосфорацией и кипением жидкой стали, в ходе которого из нее удаляются газы и другие нежелательные примеси. Электросталеплавильное производство имеет существенные преимущества перед другими способами получения стали, и его удельный вес в мировом производстве стали непрерывно возрастает.
СТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
получение стали из чугуна и стального лома в сталеплавильных агрегатах металлургических заводов. Основные виды сталеплавильного производства: кислородно-конвертерное, электросталеплавильное и мартеновское. Сталеплавильное производство - 2-е основное звено в общем производственном цикле черной металлургии (наряду с доменным и прокатным производствами).
Электросталеплавильное производство
получение стали в электрических печах (См. Электрическая печь) металлургических или машиностроительных заводов. Электросталь, предназначенная для дальнейшего передела, выплавляется главным образом в дуговых печах с основной футеровкой. Существует несколько разновидностей электроплавки в дуговых печах (См. Дуговая печь); с полным окислением примесей; переплав легированных отходов без окисления н с применением газообразного кислорода; метод смешения; плавка на жидком полупродукте (Дуплекс-процесс) и др.
Технология плавки с полным окислением примесей включает 3 периода - расплавление, окислительный и восстановительный. В окислительный период плавки присадкой твёрдых окислителей (железные руды, агломерата и др.) или вдуванием газообразного кислорода окисляют примеси стальной ванны (Р, Si и др.). Активное кипение металла, вызванное выделением пузырьков окиси углерода в результате реакции обезуглероживания, способствует быстрому нагреву ванны, дегазации стали (См. Дегазация стали), удалению неметаллических включений (См. Неметаллические включения). В восстановительный период плавки удаляют серу, сталь раскисляют (см. Раскисление металлов) и с помощью ферросплавов (См. Ферросплавы) корректируют её состав по легирующим элементам (См. Легирующие элементы). Переплав легированных отходов без окисления позволяет сохранить ценные легкоокисляющиеся легирующие элементы (Cr и др.), что существенно улучшает технологические показатели производства. При переплаве высокохромистых отходов с применением газообразного кислорода горячий ход процесса (1800-1900 °С) обеспечивает низкое содержание углерода в металле (чего нельзя достичь при переплаве без окисления) без заметных потерь хрома. Широкое распространение получили внепечные методы обезуглероживания высоколегированных сталей (коррозионностойких и др.) продувкой металла аргоно-азото-парокислородными смесями в специальных рафинировочных агрегатах конвертерного типа или окислительным вакуумированием.
Пути интенсификации электроплавки: сокращение периода расплавления (увеличением удельной мощности трансформаторов, использованием газокислородных горелок, предварит, подогревом шихты), применение кислорода, продувка жидкого металла порошкообразными шлакообразующими материалами, переход на одношлаковый процесс, сокращение восстановительного периода путём применения средств внепечного рафинирования (вакуумная обработка, продувка металла аргоном, обработка стали синтетическими шлаками).
Дуговые печи с кислой футеровкой применяются главным образом для получения стали, предназначенной для фасонного литья. Большое сопротивление кислых шлаков (насыщенных SiО2) позволяет быстрее нагреть металл до высокой температуры, что важно для литья тонкостенных изделий. Существенный недостаток кислой плавки - невозможность удаления фосфора и серы из стали.
О плавке стали в индукционной печи (См. Индукционная печь) и методах специальной электрометаллургии, а также о месте и роли Э. п. среди других процессов выплавки стали см. в статьях Сталеплавильное производство, Электрометаллургия.
Лит.: см. при ст. Электрометаллургия.
В. А. Григорян.
Сталеплавильное производство
Сталеплави́льное произво́дство — это получение стали из сырья, чугуна или стального лома в сталеплавильных агрегатах металлургических заводов. Сталеплавильное производство является вторым звеном в общем производственном цикле чёрной металлургии.
Сталеплавильное производство
производство стали из чугуна и стального лома в сталеплавильных агрегатах металлургических заводов. С. п. - второе звено в общем производственном цикле чёрной металлургии (См. Чёрная металлургия); другие главные звенья - получение чугуна в доменных печах (см. Доменное производство) и прокатка стальных слитков или заготовок (см. Прокатное производство). С. п. включает 2 основных технологических процесса - выплавку и разливку стали.
В современной металлургии (См. Металлургия) важнейшие способы выплавки стали - Кислородно-конвертерный процесс (см. также Конвертерное производство), мартеновский процесс (см. Мартеновское производство) и электросталеплавильный процесс (см. Электросталеплавильное производство.) Соотношение между этими видами С. п. меняется: если в начале 50-х гг. 20 в. в мартеновских печах выплавлялось около 80\% производимой в мире стали, то уже к середине 70-х гг. главенствующее положение занял кислородно-конвертерный процесс, на долю которого приходится более половины мировой выплавки стали.
Полученную в сталеплавильном агрегате сталь выпускают в разливочный ковш, а затем либо разливают в металлические формы - изложницы (См. Изложница), либо направляют на установки непрерывной разливки стали (См. Непрерывная разливка стали) (машины непрерывного литья); лишь около 2\% всей производимой стали идёт на фасонное литьё. В результате затвердевания металла получаются стальные слитки или заготовки, которые в дальнейшем подвергают обработке давлением (прокатке, ковке). Непрерывный способ разливки стали имеет неоспоримые преимущества перед разливкой в изложницы. Однако пока преобладающее количество металла разливается в изложницы. Разливка стали - ответственный этап С. п. Технология и организация разливки в значительной мере определяют качество готового металла и количество отходов при последующем переделе стальных слитков.
В кислородно-конвертерном производстве преобладают конвертеры ёмкостью 100-350 т. Сортамент стали, получаемой этим способом, непрерывно расширяется, причём по качеству кислородно-конвертерная легированная сталь не уступает мартеновской стали и электростали соответствующих марок. Выплавка некоторых низколегированных сталей в кислородных конвертерах считается наиболее целесообразной не только по экономическим причинам, но и с точки зрения качества металла. Так, сталь, предназначенную для холодной деформации (особенно для производства автолиста), на металлургических заводах всего мира выплавляют главным образом в кислородных конвертерах. Осваивается выплавка высоколегированной стали. Главные направления развития кислородно-конвертерного процесса: интенсификация плавки (в первую очередь продувки), повышение стойкости футеровки, применение современных средств контроля и управления с использованием ЭВМ, разработка новых технологических вариантов. Большие перспективы открывает перед кислородно-конвертерным процессом сочетание его с методами внепечного рафинирования (См. Рафинирование) металла.
Несмотря на резкое сокращение доли мартеновского металла в общем объёме производства стали, роль мартеновского процесса в чёрной металлургии многих стран ещё достаточно высока. Использование кислорода, природного газа, огнеупоров высокого качества позволяет значительно интенсифицировать мартеновский процесс. Вместе с тем строительство новых мартеновских печей повсеместно прекращено. Перспективной считается перестройка действующих мартеновских печей на высокопроизводительные двухванные печи (См. Двухванная печь).
Во 2-й половине 20 в. наблюдается заметное развитие электросталеплавильного производства, обусловленное рядом его преимуществ перед др. способами получения стали. В СССР действуют 200-т дуговые печи (См. Дуговая печь); проектируются печи номинальной ёмкостью 400 т. В США находится в эксплуатации самая крупная в мире 360-т электропечь (1975). Ведутся работы по созданию 500-600-т электропечей (с шестью электродами). Важная тенденция электросталеплавильного производства - значительное увеличение удельной мощности электропечей (с 250-300 до 500-600 ква/т и более). На металлургических предприятиях некоторых стран внедрён предварительный подогрев шихты, позволяющий сократить продолжительность плавки, снизить расход электроэнергии и электродов. Технико-экономические показатели современных дуговых печей свидетельствуют о целесообразности их использования для выплавки не только легированной, но и рядовой стали. Так, в электросталеплавильных цехах США доля рядового металла достигает 70\%, в ФРГ - 50\%. Положительное влияние на развитие электрометаллургии стали окажет широкое промышленное освоение способов прямого получения железа (См. Прямое получение железа), позволяющих производить высококачественное сырьё для электропечей. Использование металлизованной шихты для электроплавки (например, металлизованных окатышей (См. Окатыши)) позволит сократить капитальные вложения на сооружение новых электросталеплавильных цехов и повысить производительность дуговых печей.
Одно из перспективных направлений развития С. п. - повышение качества стали путём внепечного рафинирования. Наибольшее промышленное значение имеют следующие методы: продувка металла в ковше или специальном агрегате инертными газами или окислительными смесями; вакуумная обработка стали (см. Дегазация стали); обработка стали синтетическими шлаками.
Примерно в середине 60-х гг. начала интенсивно развиваться т. н. спецэлектрометаллургия, которая включает различные виды рафинирующих переплавов заготовки, полученной в обычных сталеплавильных агрегатах (чаще всего в дуговых или индукционных печах). К ним относятся плавка в дуговых вакуумных печах (См. Дуговая вакуумная печь) и в индукционных вакуумных печах, Электрошлаковый переплав, Электроннолучевая плавка, плазменная плавка (см. Плазменная металлургия). В результате рафинирующего переплава исходный металл эффективно очищается от неметаллических включений и др. нежелательных примесей, повышаются плотность и однородность его структуры, улучшаются многие свойства стали.
В области разливки стали наблюдается постоянное увеличение доли непрерывно-литого металла. В середине 70-х гг. в мире работает свыше 500 машин непрерывного литья (МНЛ) стали. Крупнейшая в мире МНЛ, производительностью 1,9 млн. т стали в год, действует в США (1975). Наиболее широкое распространение получают МНЛ радиального типа. Выход готового продукта на лучших МНЛ мира достигает 96-99\%. Как при непрерывном литье, так и при разливке стали в изложницы высокие технико-экономические результаты даёт замена стопорных устройств бесстопорными (шиберными) затворами - надёжными и безопасными в работе, позволяющими точно регулировать скорость разливки металла. Применение экзотермических шлакообразующих смесей позволяет улучшить поверхность получаемых слитков. Благодаря использованию теплоизолирующих и экзотермических прибыльных надставок (См. Прибыльная надставка) удаётся значительно сократить потери металла.
К тенденциям С. п., как и чёрной металлургии в целом, следует отнести дальнейшую концентрацию производства, повышение степени непрерывности всего технологического цикла, специализацию отдельных цехов и предприятий, что создаёт благоприятные условия для снижения себестоимости и повышения качества стали, для достижения высокой степени механизации и автоматизации всего металлургического процесса, внедрения электронно-вычислительных машин и автоматизированных систем управления. Большое значение для развития С. п. имеют ведущиеся в ряде стран работы по созданию непрерывного сталеплавильного процесса и агрегата длящего проведения (см. Сталеплавильный агрегат непрерывного действия).
Мировое производство стали в 1974 превысило 700 млн. т, причём 136 млн. т было выплавлено в СССР. В промышленно развитых странах на душу населения приходится 400-600 кг стали (в СССР более 500 кг). По некоторым прогнозам, к 2000 мировое производство важнейшего металла современности может достичь 2 млрд. т.
Лит.: Сталеплавильное производство. Справочник, под ред. А. М. Самарина, т. 1-2, М., 1964; Явойский В. И., Теория процессов производства стали, 2 изд., М., 1967; Лемпицкий В. В., Голиков И. Н., Склокин Н. Ф., Прогрессивные способы повышения качества стали, М., 1968; Перспективы развития технологии черной металлургии, М., 1973; Электрометаллургия стали и ферросплавов, М., 1974; Калинников Е. С., Черная металлургия: реальность и тенденции, М., 1975; Баптизманский В. И., Теория кислородно-конверторного процесса, М., 1975.
С. И. Венецкий.
МАССОВОЕ ПРОИЗВОДСТВО
характеризуется непрерывностью изготовления в течение длительного периода одинаковой продукции (изделий, деталей, заготовок) при строгой повторяемости производственного процесса на участках, линиях и рабочих местах. Основано на поточном методе производства (его высшая форма - автоматическая линия).
Массовое производство
один из типов организации производства, характеризующийся ограниченной номенклатурой однородной продукции, изготовляемой в больших количествах. М. п. представляет собой высшую форму специализации производства, позволяющую сосредоточивать на предприятии выпуск одного или нескольких типоразмеров одноимённых изделий или деталей этих изделий. М. п. характерно для многих отраслей промышленности: машиностроения (производство инструментов, крепёжных материалов, подшипников), приборостроения (производство часов), лёгкой промышленности (изготовление обуви, галантереи), пищевой промышленности (производство консервов). М. п. может быть организовано как в рамках отдельных цехов, их участков, так и предприятия в целом. М. п. обеспечивает, как правило, значительное увеличение объёма продукции при постоянном или улучшенном её качестве, рост производительности труда благодаря применению специальных оборудования и оснастки и сведения к минимуму подготовительно-заключительного времени на операции, снижение себестоимости и повышение рентабельности. Особенности М. п. отражаются в самом процессе производства и методах его осуществления, в специализации рабочих мест и их расположении в порядке следования операций. Технологический процесс в большинстве случаев прогрессивен и относительно постоянен. Квалификация рабочих при узкой специализации должна быть высокой. Технологические операции при М. п. синхронизируются, и движение предметов труда по рабочим местам происходит непрерывно, часто с применением механизированных транспортных средств (Конвейеров). Это обеспечивает минимальную продолжительность производственного цикла и как следствие - максимальную скорость оборота. При М. п. различные изделия выпускаются одновременно и, как правило, непрерывно. Условие этого - максимальная стандартизация и нормализация узлов и деталей при конструировании (см. Стандартизация).
При М. п. возрастают степень загрузки рабочих мест, механизация учёта и контроля, осуществляются непрерывная дистанционная Диспетчеризация производства, внедрение автоматизированных систем управления предприятием (АСУП).
Лит. см. при статье Организация производства.
ПОТОЧНОЕ ПРОИЗВОДСТВО
метод организации производства, характеризующийся расчленением производственного процесса на отдельные, относительно короткие операции, выполняемые на специально оборудованных, последовательно расположенных рабочих местах - поточных линиях.
Поточное производство
Поточное производство — прогрессивный способ организации производства, характеризующийся расчленением производственного процесса на отдельные, относительно короткие операции, выполняемые на специально оборудованных, последовательно расположенных рабочих местах — поточных линиях.
Википедия
Единичное производство
Единичное производство характеризуется широтой номенклатуры изготовляемых или ремонтируемых изделий и малым объёмом их выпуска. Объём выпуска — количество изделий определённых наименований, типоразмера и исполнения, изготовленных или ремонтируемых объединением, предприятием или его подразделением в течение планируемого интервала времени.
