Введите слово или словосочетание на любом языке 👆
Язык:
Перевод и анализ слов искусственным интеллектом ChatGPT
На этой странице Вы можете получить подробный анализ слова или словосочетания, произведенный с помощью лучшей на сегодняшний день технологии искусственного интеллекта:
- как употребляется слово
- частота употребления
- используется оно чаще в устной или письменной речи
- варианты перевода слова
- примеры употребления (несколько фраз с переводом)
- этимология
Что (кто) такое СТАНКИ МЕТАЛЛОРЕЖУЩИЕ - определение
Станки (Голубоозерская волость)
Найдено результатов: 26
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
машины для изготовления частей других машин в основном путем снятия с заготовки стружки режущим инструментом. Многое из того, что производится в результате человеческой деятельности в настоящее время, делается на металлорежущих станках или с помощью машин, изготовленных с применением таких станков. Их спектр очень широк - от строгальных станков с ручным управлением до компьютеризованных и роботизованных систем. Более 500 разных типов существующих металлорежущих станков могут быть подразделены не менее чем на десять групп по характеру выполняемых работ и применяемому режущему инструменту: разрезные, токарные, сверлильные, фрезерные, шлифовальные, строгальные, зубообрабатывающие, протяжные, многопозиционные автоматические и др.
Режущий инструмент того или иного вида (резец, фреза и т.п.) снимает с обрабатываемого (металлического, пластмассового, керамического) изделия стружку примерно так же, как это происходит при чистке картофеля ножом. Материал режущего инструмента должен быть значительно более твердым и прочным, чем материал обрабатываемой детали. Станок оборудуется механизмом, обычно состоящим из салазок, шпинделей, ходовых винтов и столов с поперечным и продольным перемещением, который позволяет перемещать инструмент относительно обрабатываемой детали. На станках с ручным управлением такое относительное перемещение задает оператор, пользуясь маховичками подачи для перемещения суппорта с резцедержателем. На станках с числовым программным управлением (ЧПУ) перемещения задаются программой последовательных команд, записанной в памяти компьютера. Программа включает и выключает приводные механизмы, например электродвигатели и гидроцилиндры, которые осуществляют подачу суппорта с автоматическим регулированием взаимного положения обрабатываемой детали и режущей кромки.
Станки почти всех типов выпускаются как с ручным управлением, так и в варианте с ЧПУ. В механических мастерских бытового обслуживания, в любительских домашних, на машиностроительных заводах чаще всего встречаются разрезные, сверлильные, токарные, фрезерные и шлифовальные станки.
Разрезные станки предназначены для разрезания и распиловки сортового проката (прутков, уголков, швеллеров, балок). Режущим инструментом служат сегментная дисковая пила, абразивные диски или ножовочное полотно. Главное движение - вращение диска или возвратно-поступательное движение ножовочного полотна. Автоматические разрезные станки работают на разных скоростях, оборудуются устройствами периодической подачи заготовки и системами двухкоординатного управления рабочим столом.
Сверлильные станки, пожалуй, наиболее распространенный тип станков. Назначение - просверливание и обработка отверстий, главные движения - вращение и подача режущего инструмента (сверла). Сверло подается вручную или автоматически с переключением скорости подачи и вращения. В зависимости от материала детали и сверла, глубины сверления и диаметра отверстия частота вращения шпинделя может быть постоянной, имеющей ряд фиксированных значений или переменной.
Сверлильные станки более широкого назначения оборудуются рабочим столом с двумя салазками, перемещающимися под прямым углом друг к другу, устройством ЧПУ для перемещения стола и управления подачей сверла и устройствами для автоматической смены сверла. Существуют многошпиндельные сверлильные станки, работающие одновременно с несколькими сверлами, а также применяются сверлильные бабки с несколькими шпинделями, закрепляемые в патроне одношпиндельного станка.
Токарные станки. Главным движением токарного станка является вращение заготовки, а режущие инструменты (обычно однолезвийные) регулируемо закрепляются на неподвижной станине. Резец может подаваться по направляющим вдоль или поперек оси шпинделя. Заготовка закрепляется либо в патроне шпинделя, либо в центрах передней и задней бабки. Скорость подачи может регулироваться вручную или автоматически посредством ряда клиноременных или зубчатых передач, приводящих в движение ходовой винт и поперечные салазки суппорта. Скорость вращения заготовки регулируется в широких пределах в соответствии с выбранными режимами резания. Приводной электродвигатель может иметь как фиксированную, так и переменную частоту вращения. На токарных станках (а они составляют основу станочного парка) обычно выполняют операции обработки цилиндрических поверхностей, поперечной обточки и обрезки, нарезания винтовой резьбы и расточки осевых отверстий.
Существуют токарные станки разных видов, типов и размеров. Токарно-револьверный станок, часто применяемый для изготовления одинаковых деталей, снабжается несколькими режущими инструментами, закрепленными в поворотном (револьверном) суппорте. Блок управления револьверного токарного станка с ЧПУ дает команды движения шпинделя, поворота и перемещения револьверных суппортов, перемещения задней бабки. В тех случаях, когда очень велик вес заготовки или ее форма такова, что заготовку легче обрабатывать на горизонтальном столе, применяются большие токарно-карусельные станки. Рабочий стол такого станка вращается вместе с заготовкой, а режущие инструменты подаются либо сбоку, либо с торца заготовки.
Фрезерные станки. Это универсальные станки с многолезвийным режущим инструментом - фрезой; главное движение - вращение фрезы. Шпиндель вертикально-фрезерных станков, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Фрезерная оправка (вал, несущий фрезу) горизонтально-фрезерного станка горизонтальна. Стол, на котором закрепляется обрабатываемая деталь с необходимой оснасткой, может быть либо "простым", т.е. с перемещением по трем осям, либо универсальным, т.е. допускающим и угловые повороты.
На станках с ЧПУ предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлении. Станок с ЧПУ такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.
Копировально-фрезерные станки обрабатывают сложные криволинейные поверхности, например, пуансонов и матриц для штампования листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
Шлифовальные станки. Такие станки, главным движением которых является вращение шпинделя шлифовального круга, позволяют обрабатывать детали с высокой степенью точности и чистоты. Обрабатываемая деталь закрепляется на станочном столе, который можно перемещать в разных направлениях при помощи микрометрических винтов. Материалом абразивного круга обычно служит карбид кремния или оксид алюминия, но для обработки закаленной стали применяется карбид бора, а для шлифования стекла и керамики - природный или синтетический алмаз.
Абразивный круг плоскошлифовального станка для обработки плоских поверхностей вращается на горизонтальной оправке над столом, на котором закреплена обрабатываемая деталь. Быстрое возвратно-поступательное перемещение стола в сочетании с более медленной поперечной подачей обеспечивает обработку всей поверхности детали. Цилиндрошлифовальные станки подобны токарным (существует шлифовальная оснастка и для токарных станков). Обрабатываемая деталь вращается, и быстро вращающийся абразивный круг приводится в контакт с ее наружной или внутренней цилиндрической поверхностью; иногда используются два круга, обрабатывающие обе поверхности одновременно. Бесцентровошлифовальный станок предназначен для высокоточной наружной обработки поверхностей стальных валов и труб. Деталь, вращающаяся между двумя подающими кругами и удерживаемая под шлифовальными, медленно подается, пока не будет пройдена вся длина детали. Фасонным шлифованием называется обработка поверхности шлифовальным кругом, имеющим сложный профиль (частично сферический, ступенчатый), который передается детали. Фасонный профиль поддерживается путем "алмазки" шлифовального круга.
Другие станки. К ним относятся, в частности, строгальные, протяжные и зуборезные станки. Последние предназначаются для нарезания зубчатых колес различных типов - цилиндрических с прямыми и косыми зубьями, конических, шевронных, червячных, - применяемых в современном машиностроении. Протяжные станки используются для точной обработки наружных и внутренних поверхностей любого профиля специальным многолезвийным инструментом, зубья которого за один проход снимают весь припуск.
Многоцелевой станок (обрабатывающий центр) сходен с фрезерным, но имеет больше осей перемещения и всегда снабжается системой ЧПУ. Фрезеровальные центры допускают быстрый переход с одного процесса резания на другой, например с одного сверла на другое или со сверла на метчик (инструмент для нарезания внутренней резьбы). Многоцелевые станки, как правило, рассчитаны на выполнение совокупности таких операций, как сверление, развертывание, нарезание резьбы метчиком, подрезка, торцовое фрезерование, нарезание канавок, расточка и пр. Имеются модели с вертикальными и горизонтальными шпинделями. Многие выпускаемые станки могут выполнять точную обработку одновременно четырех или пяти сторон призматической детали. При обработке сложных деталей, таких, как головка цилиндра или корпус редуктора, требующих выполнения некоторой последовательности разных операций, многоцелевые станки заменяют несколько станков разного типа.
См. также:
Шарошечное бурение

способ бурения (См. Бурение) скважин с использованием шарошечного долота (см. Долото буровое). Впервые применено в США в 20-х гг., а в СССР - в 30-х гг. 20 в. для бурения нефтяных и газовых скважин.
Горные породы при Ш. б. разрушаются стальными или твердосплавными зубками шарошек, вращающимися на опорах бурового долота, которое в свою очередь вращается (60-600 об/мин) и прижимается с большим осевым усилием к забою (500-2000 кг на 1 см диаметра). Зубки вращающихся шарошек перекатываются по забою и за счёт больших напряжений, развивающихся в зоне контакта зубков с породой, разрушают её путём раздавливания и скола. С увеличением крепости пород частота вращения уменьшается, а осевое усилие увеличивается. Разрушенная на забое скважины порода удаляется на поверхность промывкой, продувкой или сочетанием этих способов.
Ш. б. осуществляется стационарными, самоходными или передвижными буровыми установками (См. Буровая установка) с применением роторного (см. Роторное бурение) или турбинного (см. Турбинное бурение) способов передачи вращающего момента на шарошечное долото, реже Электробурами.
Ш. б. применяется для проведения глубоких (до нескольких км) геологоразведочных, нефтяных и газовых скважин; взрывных скважин при подземной и открытой разработке месторождений; восстающих выработок в шахтах; шахтных стволов.
Эффективность Ш. б. оценивается сменной или месячной проходкой на буровую установку, проходкой на шарошечное долото до его замены. Эти показатели в зависимости от крепости пород и области применения изменяются в широких пределах. По технико-экономическим показателям Ш. б. превосходит другие способы бурения (1978).
Лит.: Бирюков И. М., Шарошечное бурение в горном деле, М., 1962; Кутузов Б. Н., Теория, техника и технология буровых работ, М., 1972: Справочник инженера по бурению, т. 1-2, М., 1973.
Б. Н. Кутузов.
Шарошечное бурение
Шарошечное бурение — способ бурения скважин с использованием шарошечного долота — важного элемента бурового оборудования. Впервые было применено в США в 1920-х годах.
МЕТАЛЛОРЕЖУЩИЙ СТАНОК


служит для обработки заготовок в основном снятием стружки режущим инструментом. Различают металлорежущие станки: по степени специализации - универсальные, широкого назначения, специализированные, специальные, агрегатные; по степени автоматизации - с ручным управлением, полуавтоматические, автоматические, в т. ч. с программным управлением; по точности обработки - нормальные, повышенной, высокой, особо высокой и особой (мастер-станки) точности; по технологическому признаку или типу инструмента - токарные, сверлильные и расточные, шлифовальные и т. д.
Металлорежущий станок
Металлоре́жущий стано́к — агрегатный механизм (станок), предназначен для обработки металлических и неметаллических заготовок. Обычно имеет шпиндель либо планшайбу.
Металлорежущий станок
машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом (См. Металлорежущий инструмент).
М. с. являются основным видом оборудования в машиностроении, приборостроении и др. отраслях промышленности. Совершенствование М. с. предопределяет научно-технический прогресс, развитие технологии и организации машиностроительного производства.
Историческая справка. Обработка материалов резанием известна с древних времён: деталь вращали вручную, обработка велась кремнёвым резцом. В 12 в. появились токарные и сверлильные станки с ручным приводом, а в 14 в. - с приводом от водяных мельниц. Механические станки для токарных работ изготовлялись главным образом в Италии, Франции, откуда были завезены в Россию. Медальерными станками славились петербургские мастера. В 1711 в Россию из Флоренции привезли станок, сделанный мастером Зингером, приглашенным на службу Петром I. В придворной токарне были изготовлены станки, в разработке конструкций и создании которых принимал участие А. К. Нартов. Позднее Нартов построил другие станки (гравёрные, копировальные, гильотинные), ему же принадлежит создание первого в мире токарно-винторезного станка с механическим суппортом и сменными зубчатыми колёсами (1738). Основные промышленные типы М. с. разрабатывались позднее (Г. Модсли и др.) в Великобритании, первой вступившей на путь капиталистического развития. В дальнейшем конструкция их совершенствовалась в Германии, Франции, Швейцарии (точное станкостроение), позже (во 2-й половине 19 в.) в США (в частности, автоматические станки для массового производства). В России в 1712-14 на Тульском оружейном заводе мастер Я. Батищев создал прототип современных агрегатных станков для одновременного сверления 24 ружейных стволов, в 1714 В. И. Геннин построил на Олонецких заводах многопозиционный станок. Значительный вклад в развитие конструкции М. с. внёс М. В. Ломоносов, который в середине 18 в. построил и применил в своих мастерских оригинальные шлифовальные и др. станки. Вклад в создание новых конструкций станков внесли также рус. инженеры и изобретатели И. Осипов, М. Сидоров, И. Ползунов, И. Кулибин, П. Захаво (первые автоматы для нарезания резьбы, 1810), В. Игнатов, Г. Горохов. Но несмотря на отдельные выдающиеся изобретения, станкостроение в царской России развивалось медленно. Только после Великой Октябрьской социалистической революции в процессе индустриализации машиностроительные предприятия стали получать новые станки. В 1932 завод "Красный пролетарий" выпустил первый современный токарно-винторезный станок. В 1933 основан Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС), где было начато проектирование новых типов станков, изготовление гамм станков токарных, револьверных, сверлильных, фрезерных и др. К 1970 в СССР освоено 1817 типоразмеров М. с. Годовой выпуск составил 230 тыс. станков.
Большая заслуга в развитии станкостроения в СССР принадлежит советским учёным В. И. Дикушину, Н. С. Ачеркану, Д. Н. Решетову, А. П. Владзиевскому, Б. С. Балакшину, Г. М. Головину, Г. А. Шаумяну, В. С. Васильеву, А. С. Проннкову, В. А. Кудинову, А. С. Бриткину, Б. Л. Богуславскому, конструкторам Н. А. Волчеку, В. Н. Кедринскому, И. А. Ростовцеву, Ю. Б. Эрпшеру и др.
Совершенствование производства М. с. идёт в нескольких направлениях. Намечается увеличение выпуска агрегатных автоматических и полуавтоматических М. с. и автоматических линий. обеспечивающих автоматизацию технологических процессов в крупносерийном и массовом производстве (в СССР выпуск таких М. с. за период 1966-70 увеличился на 22,6\% при общем росте выпуска М. с. за этот период на 12\%). В 1973 выпущено 211 тыс. М. с. Перспективно освоение прецизионных станков (См. Прецизионный станок), обусловливающих высокую точность и качество обработки деталей. Предусматривается дальнейшее расширение производства М. с. с числовым программным управлением (ЧПУ) для обеспечения автоматизации механической обработки изделий в индивидуальном и серийном производстве. В 1968-70 в серийном производстве освоено 23 типоразмера таких станков, в 1970 - 15 типов опытных образцов; их выпуск в 1973 составил 3800 шт. Внедрение М. с. с использованием адаптивных систем управления (см. Самоприспосабливающаяся система) открывает новые пути повышения точности обработки и производительности. Для удовлетворения разнообразных потребностей народного хозяйства намечается увеличение числа типов тяжёлых уникальных станков. К 1970 создано около 500 типов тяжёлых уникальных М. с.
Классификация М. с. По специализации различают М. с. универсальные для выполнения разнообразных операций на изделиях широкой номенклатуры; широкого назначения для выполнения ограниченного числа операций на изделиях широкой номенклатуры; специализированные для обработки однотипных изделий разных размеров; специальные для обработки изделий одного типоразмера; агрегатные - специальные, состоящие из нормализованных деталей, узлов, силовых головок.
М. с. могут быть с ручным управлением (загрузка и установка заготовок, пуск, переключение режима обработки, холостые движения, снятие изделия - вручную), а также иметь различную степень автоматизации: полуавтоматы (установка заготовок, пуск, снятие изделия - вручную, остальные движения цикла обработки - автоматически), Автоматы (все рабочие и холостые движения производятся автоматически, человек осуществляет контроль за циклом работы); могут составлять автоматические линии (См. Автоматическая линия) (группа автоматов, объединённая системой транспортировки заготовок от одного к другому); иметь числовое программное управление (все рабочие и холостые движения обеспечиваются заранее закодированной программой, введённой в М. с. и посылающей преобразованные импульсы на исполнительные и управляющие механизмы).
Классификация металлорежущих станков
По точности различают 5 классов М. с.: Н - нормальной точности (например, большинство универсальных М. с.), П - повышенной точности (на базе Н), В - высокой точности, А - особо высокой точности (прецизионные), С - особо точные, или мастер-станки.
По массе М. с. бывают лёгкие (до 1 т), средние (до 10 т), тяжёлые (свыше 10 т), уникальные (свыше 100 т).
В зависимости от характера выполняемых работ и применяемого режущего инструмента в СССР принята единая система классификации и условного обозначения М. с. (табл.), разработанная в ЭНИМС. Все М. с. делятся на группы, которые, в свою очередь, разбиваются на типы. По этой классификации каждому М. с. серийного производства присваивается шифр (индекс), который образуется, как правило, числом из 3 или 4 цифр; первая цифра указывает группу, вторая - тип, третья и четвёртая характеризуют важнейшие размеры М. с. или обрабатываемого на нём изделия. Например, шифр 2150 обозначает вертикально-сверлильный станок с максимальным диаметром сверления 50 мм. После модернизации М. с. в его шифр за первой цифрой добавляется какая-либо буква. Например, шифр 1К62 обозначает модернизированный токарно-винторезный станок с высотой центров 200 мм. Модификация (видоизменение) базовой модели обозначается введением какой-либо буквы в конце шифра. Например, 6Н12К обозначает модификацию модернизированного консольного вертикально-фрезерного станка. Описание типов станков см. в статьях: Зубообрабатывающий станок, Карусельный станок, Токарный станок, Сверлильный станок, Фрезерный станок, Шлифовальный станок.
Кинематика М. с. При обработке на М. с. очертания, форма деталей (производящие линии) образуется в результате согласованных между собой вращательных и прямолинейных движений заготовки и режущей кромки металлорежущего инструмента. Эти движения, называемые рабочими, могут быть простыми и сложными. В М. с. используются 4 метода получения производящих линий: копирование, огибание (обкатка), методы следа и касания. При копировании форма режущей кромки инструмента совпадает с формой производящей линии (рис. 1, а, б); при огибании производящая линия возникает в форме огибающей ряда последовательных положений режущей кромки инструмента, движущегося относительно заготовки (рис. 1, б); при методе следа производящая линия образуется как след движения точки режущей кромки инструмента (рис. 1, г, д), при методе касания производящая линия является касательной к ряду геометрических вспомогательных линий, образованных реальной точкой (вершиной) движущейся режущей кромки инструмента (рис. 1, е).
Рабочие движения в М. с. - главное движение и движение подачи. Главное движение, происходящее в направлении вектора скорости резания, обеспечивает отделение стружки от заготовки, а движение подачи - последовательное внедрение инструмента в заготовку, "захват" новых, ещё не обработанных участков. Главное движение в зависимости от типа М. с. может совершаться как заготовкой (токарные, продольно-строгальные и др. станки), так и инструментом (сверлильные, поперечно-строгальные, долбёжные, протяжные, фрезерные, шлифовальные и др. станки); это движение может быть вращательным (токарные, сверлильные, фрезерные, шлифовальные и др. М. с.) или поступательным (строгальные, долбёжные, протяжные и др. М. с.). Помимо рабочих движений, на М. с. совершаются также установочные и делительные движения, которые не используются в процессе обработки резанием, однако необходимы для осуществления полного технологического цикла. Все движения в М. с. обеспечивают соответствующие механизмы, в которые входят различные передачи: ремённые, зубчатые, червячные, реечные, винтовые, кулачковые, фрикционные и др. Эти передачи сочленяются между собой в определённой последовательности и образуют кинематические цепи, совокупность которых составляет кинематическую схему М. с. При этом пользуются условными обозначениями элементов и механизмов М. с. по ГОСТ 3462-61. На кинематических схемах указываются диаметры шкивов (D1, D2 и т.д.), числа зубьев зубчатых и червячных колёс (z1, z2 и т.д.), шаги винтов, заходности червяков и винтов, модули (т) некоторых зубчатых колёс (обычно находящихся в зацеплении с рейками), передаточные отношения плеч рычагов, характеристики звеньев настройки и др.
Для станков с вращательным главным рабочим движением скорость резания определяется по формуле:
где D - максимальный диаметр обработки (или максимальный диаметр инструмента) в мм; n - число оборотов шпинделя в минуту. Для конкретного М. с. диаметр заготовки (инструмента) может быть различным, может производиться также обработка заготовок из различных материалов и режущими инструментами с режущей частью из разных инструментальных материалов (что приводит к выбору соответствующих допускаемых скоростей резания). Привод главного движения должен обеспечивать поэтому регулирование числа оборотов шпинделя. Существует бесступенчатое и ступенчатое регулирование. В первом случае в определённом интервале можно за счёт фрикционного, гидравлического или электрического привода получить любое значение n. Во втором случае имеется определённый конечный ряд различных n. Это обеспечивается за счёт использования коробок скоростей (См. Коробка скоростей) с переключающимися зубчатыми колёсами. Для такого ряда рус. учёным А. В. Гадолиным в 1876 разработана и обоснована теория построения рядов чисел оборотов по закону геометрической прогрессии. При такой закономерности потери в устанавливаемых скоростях резания будут минимальными, а эксплуатационные свойства станка наилучшими. По этому закону все числа оборотов шпинделя станка в минуту от начального (миним.) n1 = nмин до конечного (макс.) nz= nмакс образуют геометрический ряд, в котором знаменатель геометрической прогрессии φ определяется по формуле:
где D диапазон регулирования числа оборотов шпинделя в 1 мин, z - количество ступеней регулирования. В станкостроении СССР значения φ и соответствующие им перепады скоростей А стандартизированы:
Примечание. Во втором ряду указаны допускаемые округления.
Основной показатель любой кинематической цепи - общее передаточное отношение:
где nk и nн - числа оборотов соответственно конечного и начального звеньев в об/мин; U1, U2, U3 - передаточные отношения отдельных пар кинематической цепи. Значение Uoбщ позволяет определить значения конечных перемещении звеньев, связанных кинематической цепью, т. е. заготовки и режущего инструмента. Соответствующие функциональные связи называют уравнениями кинематического баланса. Эти уравнения в 20-30-е гг. 20 в. выведены советским учёным Г. М. Головиным, предложившим единые формулы настройки для всех станков.
Для вращающихся конечных звеньев уравнение кинематического баланса: nk = nн · Uoбщ; для вращающегося начального звена и поступательно-движущегося конечного: nн · Uoбщ · Н = sm мм/мин, 1об · Uoбщ · Н = s мм/об, где Н - величина хода кинематической пары, преобразующей вращательное движение в прямолинейное, равная перемещению прямолинейно движущегося звена за один оборот вращающегося звена (для токарного, сверлильного, фрезерного и др. станков).
Для М. с. с прямолинейным главным движением (строгальный, долбёжный, протяжный и др.) различаются рабочий ход, в течение которого происходит резание, и холостой (обратный) ход, в течение которого движущиеся части станка возвращаются в исходное положение. Скорость холостого хода Vx = Vp · X, где Vp - скорость рабочего хода; Х = 1,5... 2,5 - коэффициент, выбираемый в зависимости от типоразмера станка.
Рабочий и холостой ходы составляют двойной ход. Время двойного хода:
где L - длина хода (в мм). Число двойных ходов (в 1 мин):
Для токарного станка с простой кинематической схемой ступенчатого главного привода (рис. 2), согласно уравнению кинематического баланса, возможны следующие варианты числа оборотов шпинделя в 1 мин:
т. е. возможно 12 вариантов (η - коэффициент, учитывающий проскальзывание в ремённой передаче).
Для облегчения кинематических расчётов коробок скоростей применяется графоаналитический метод. Зависимость чисел оборотов и передаточных отношений изображается в виде графиков и структурных сеток.
Конструктивные особенности М. с. Все кинематические цепи и рабочие органы М. с. выполняются в виде конструктивных узлов (механизмов), состоящих из различных деталей. Узлы и детали М. с. можно разделить на 2 группы. Группа несущей и направляющей системы обеспечивает правильное направление прямолинейных и круговых перемещений узлов с изделиями и с режущими инструментами. К ней относятся станины и основания; детали и узлы для поддержания и обеспечения прямолинейных перемещений изделий (консоли, салазки столов, столы); детали и узлы для поддержания и обеспечения прямолинейных и качательных перемещении режущих инструментов (суппорты, салазки и поперечины суппортов, револьверные головки); детали и узлы для обеспечения вращения изделий и режущих инструментов (шпиндели, опоры шпинделей, планшайбы, вращающиеся колонны, задние бабки); детали и узлы для поддержания и направления вращающихся деталей М. с. (корпуса коробок скоростей, коробок подач и шпиндельных бабок). Группа привода и управления осуществляет формообразование деталей и движения управления. К ней относятся механизмы главного движения, движения подачи и делительных движений; механизмы вспомогательных движений (транспортирующих, зажимных, установочных, стружкоотводящих); механизмы управления (пуском и остановом, скоростью и реверсированием равномерных движений), копировальные, программные, адаптивные, самоподстраивающпеся системы. Конструктивные компоновки М. с. различных типов могут быть самыми различными в соответствии с рассмотренной ранее классификацией (рис. 3, а-т).
В развитии конструкций узлов М. с. существуют следующие тенденции: оптимальное использование возможностей механических, электрических и гидравлических приводов и их сочетаний; разработка прецизионных узлов и механизмов; уменьшение трения в узлах станков; применение средств управления и автоматизации; обеспечение высокой статической и динамической жесткости; повышение долговечности за счёт выбора оптимальных материалов и методов упрочнения деталей; применение унификации, нормализации, стандартизации и агрегатирования.
Надёжность М. с. Надёжность М. с. - его свойство выполнять заданные функции, т. е. обрабатывать изделия с сохранением в необходимых пределах эксплуатационных показателей, главным образом точности и производительности, в течение требуемого промежутка времени (наработки (См. Наработка)). Надёжность М. с. определяется его Безотказностью, Долговечностью, Ремонтопригодностью и сохраняемостью.
На надёжность М. с. прежде всего влияют режимы и методы обработки, которые предопределяют точность и качество обработанных поверхностей, а следовательно, эксплуатационные характеристики изделий. Повышение надёжности М. с. обеспечивается увеличением точности изготовления М. с.; созданием специальных устройств для повышения точности обработки; применением систем автоматического регулирования для восстановления точности, снижающейся от действия процессов, протекающих с различной скоростью, т. е. создание М. с. с автоматической подналадкой режимов обработки. Системы автоматического регулирования - наиболее современный способ создания М. с. с высокой надёжностью. Автоматическое регулирование может быть простым по заданной программе; прямым с учётом факторов, вызывающих отклонение от программы; по замкнутому циклу с обратной связью. Последний способ приводит к созданию адаптивных саморегулирующихся (самоподстраивающихся) систем, дающих наибольшую надёжность М. с. Адаптивные системы управления М. с. разделяются на следующие группы: стабилизирующие контролируемые параметры резания; самоизменяющие управляющую программу; компенсирующие динамические и температурные деформации системы СПИД (станок - приспособление - инструмент - деталь); оптимизирующие режимы обработки по точности и производительности. Использование адаптивных систем управления М. с. обеспечивает снижение (и даже исключение) отказов из-за перегрузок, уменьшение зависимости результата обработки от рабочего, упрощение программирования обработки, автоматический контроль получаемых размеров деталей, повышение экономичности обработки, облегчение освоения новых методов обработки.
М. с. с числовым программным управлением. Числовое программное управление (ЧПУ) М. с. экономически выгодно в серийном производстве, где происходит сравнительно частая смена обрабатываемых изделий, а также при производстве крупногабаритных деталей и деталей с криволинейными профилями и поверхностями. ЧПУ позволяет автоматизировать процессы подготовки производства и обработки, быстро производить переналадку станка. В М. с. с ЧПУ информация о необходимых перемещениях режущих инструментов относительно заготовки сообщается механизмам управления М. с. в виде закодированной программы, представляющей собой условную систему числовых обозначений. Эта программа вводится в считывающее устройство М. с., которое преобразует её в соответствующие командные импульсы (электрические сигналы), а они при помощи механизмов управления передаются на исполнительные органы М. с. (суппорты, салазки, столы и т.п.). Все действия, выполняемые узлами М. с. по сигналам системы ЧПУ, разделяются на две группы: включения и выключения для изменения режимов резания, смены действующих режущих инструментов и т.п.; перемещения исполнительных органов.
Системы ЧПУ, применяемые в М. с., классифицируются: по назначению - для позиционного, ступенчатого и функционального управления; по числу потоков информации - разомкнутые, замкнутые и самонастраивающиеся; по виду программоносителя - внутренние (панели с переключателями, штеккерные и кнопочные панели и др.) и внешние (перфорированные карты и ленты, магнитные ленты, киноленты и др.); по принципу ограничения перемещений исполнительных органов - импульсные, аналоговые, путевые, временные, на схемах совпадения; по физическому принципу контроля перемещений исполнительных органов - с механическими, оптическими, электрическими и смешанными измерительными устройствами. Применяется также цикловая система программного управления, при которой программируются (полностью или частично) цикл работы М. с., режимы обработки и смена инструмента.
Системы ЧПУ М. с. состоят обычно из следующих основных автоматических элементов (рис. 4): устройство для ввода программы - "читает" программу и преобразовывает её в сигналы управления; промежуточная "память" - "запоминает" и в течение необходимого времени хранит полученные сигналы управления; сравнивающее устройство (узел активного контроля) - при помощи системы обратной связи сопоставляет перемещения, заданные программой и фактически реализованные М. с. (при обнаружении разницы вырабатывает дополнительный сигнал для исправления ошибки); исполнительный механизм, который реализует через соответствующие приводы (гидроцилиндры, винтовые пары, шаговые двигатели и др.) полученные сигналы управления в необходимые перемещения исполнительных органов М. с.
Лит.: Машиностроение. Энциклопедический справочник, т. 9, М., 1949; Шувалов Ю. А., Веденский В. А., Металлорежущие станки, 2 изд., М., 1959; 3агорский Ф. Н., Очерки по истории металлорежущих станков до середины XIX века, М. - Л., 1960; Металлорежущие станки, под ред. Н. С. Ачеркана, т. 1-2, М., 1965; Агурский М. С., Вульфсон И. А., Ратмиров В. А., Числовое программное управление станками, М., 1966; Шаумян Г. А., Кузнецов М. М., Волчкевич Л. И., Автоматизация производственных процессов, М., 1967; Резание конструкционных материалов, режущие инструменты и станки, М., 1967; Проников А. С., Расчёт и конструирование металлорежущих станков, 2 изд., М., 1967; Кучер И. М., Металлорежущие станки, 2 изд., Л., 1969; Самоподнастраивающиеся станки, [Сб. ст.1, под ред. Б. С. Балакшина, 3 изд., М., 1970; Налчан А. Г. (сост.), Металлорежущие станки, М., 1970; Металлорежущие станки, М., 1970; Ратмиров В. А., Сиротенко А. П., Гаевский Ю. С., Самонастраивающиеся системы управления станками, М., 1971; Технологическая надёжность станков, М., 1971; Детали и механизмы металлорежущих станков, под ред. Д. Н. Решетова, т. 1-2, М., 1972.
Д. Л. Юдин.
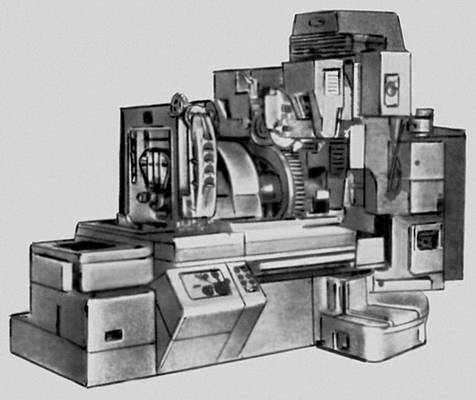
Рис. 3а. Основные типы металлорежущих станков. Зубошлифовальный станок (5853).
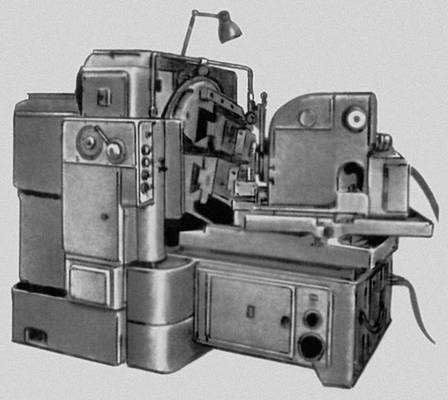
Рис. 3б. Основные типы металлорежущих станков. Зубострогальный полуавтомат (5А250П).
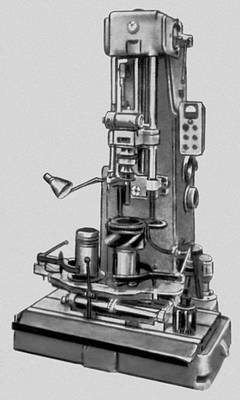
Рис. 3в. Основные типы металлорежущих станков. Хонинговальный вертикальный одношпиндельный станок (ЗБ833).
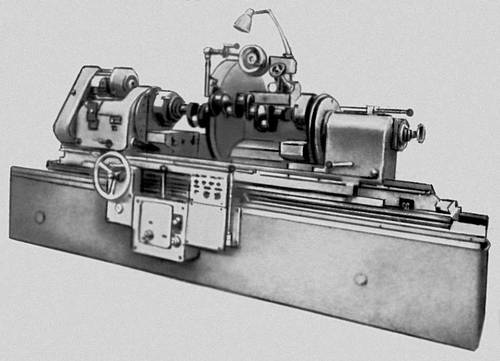
Рис. 3г. Основные типы металлорежущих станков. Станок для перешлифовки шатунных и коренных шеек коленчатых валов (3А423).
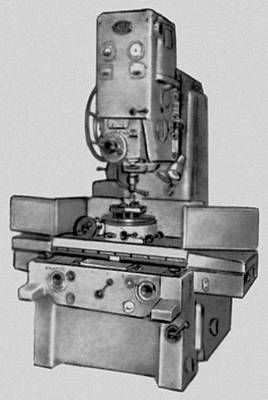
Рис. 3д. Основные типы металлорежущих станков. Координатно-расточный станок (2B440).
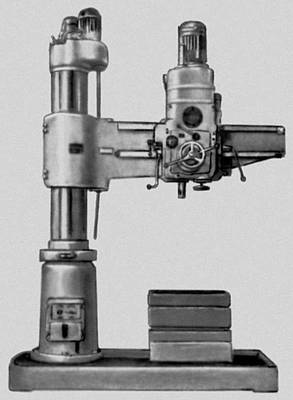
Рис. 3е. Основные типы металлорежущих станков. Радиально-сверлильный станок (2A53).
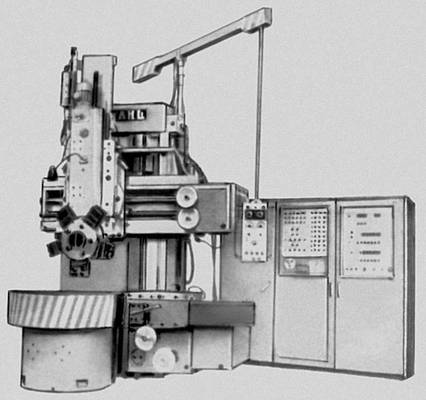
Рис. 3ж. Основные типы металлорежущих станков. Токарно-карусельный одностоечный станок с числовым программным управлением (1512Ф2).
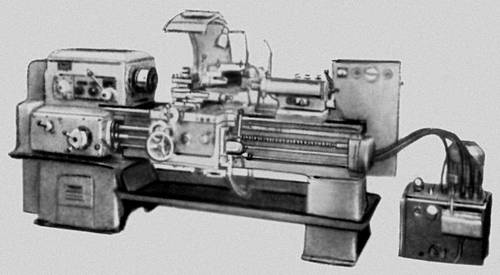
Рис. 3з. Основные типы металлорежущих станков. Универсальный токарно-винторезный станок с автоматическим циклом (1K62A).
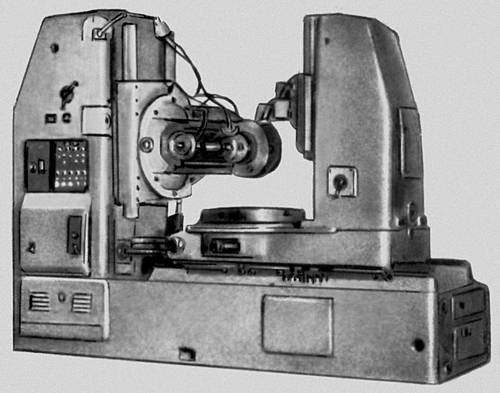
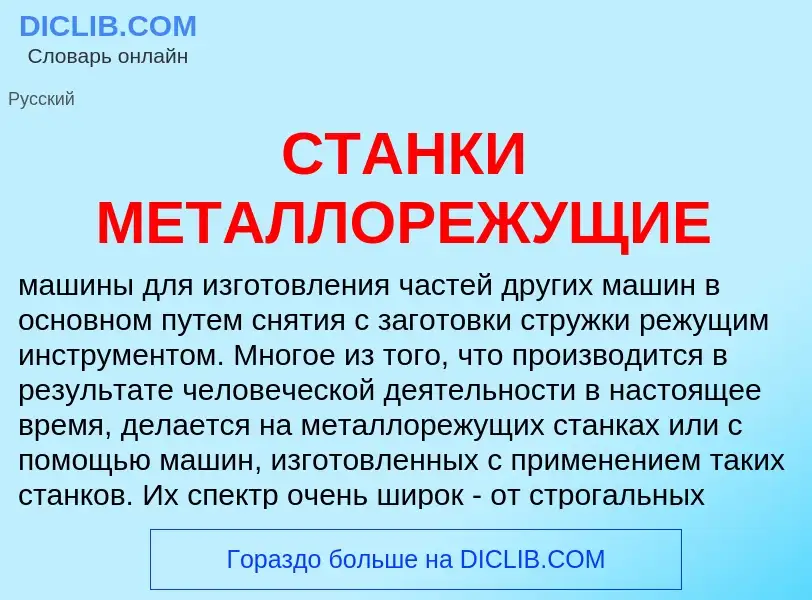
Рис. 3и. Основные типы металлорежущих станков. Зубофрезерный станок (5K328A).
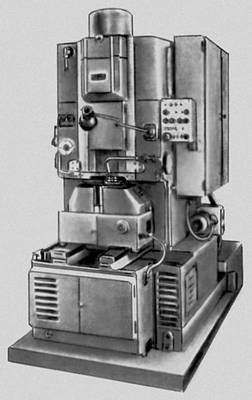
Рис. 3к. Основные типы металлорежущих станков Зубодолбёжный полуавтомат (5122).
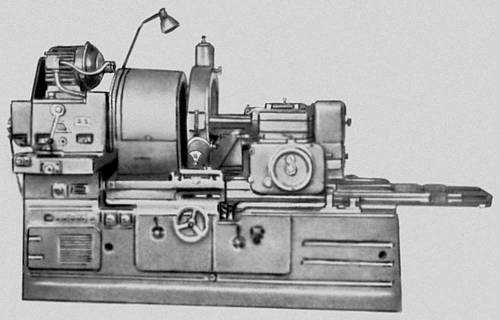
Рис. 3л. Основные типы металлорежущих станков. Внутришлифовальный станок (3260).
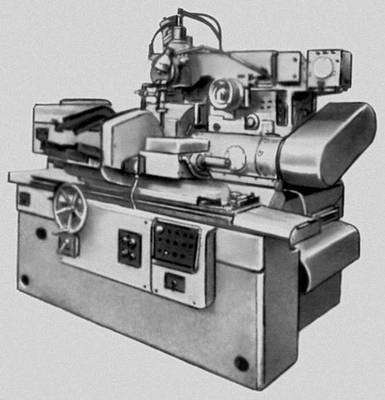
Рис. 3м. Основные типы металлорежущих станков. Круглошлифовальный автомат (3К161).
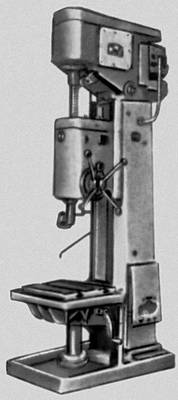
Рис. 3н. Основные типы металлорежущих станков. Вертикально-сверлильный станок (2A135).
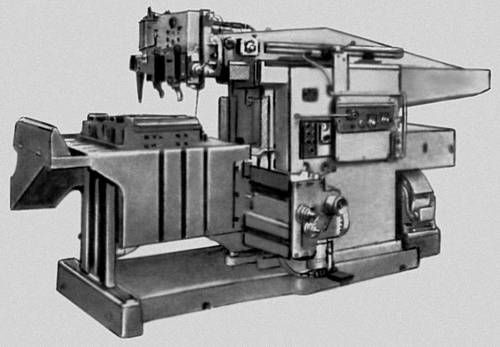
Рис. 3о. Основные типы металлорежущих станков. Копировальный поперечно-строгальный станок (ГД-21).
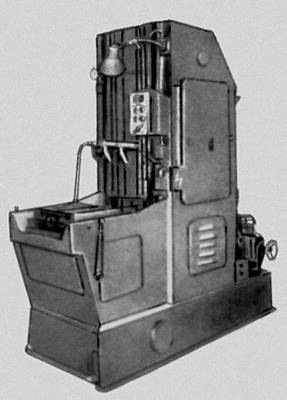
Рис. 3п. Основные типы металлорежущих станков. Вертикально-протяжной станок (7Б705).
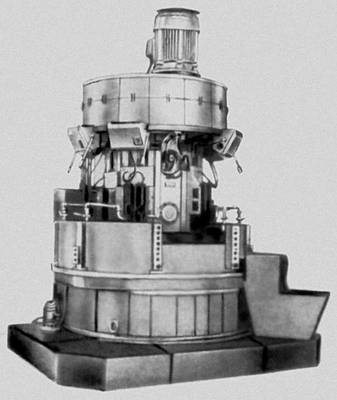
Рис. 3р. Основные типы металлорежущих станков. Токарный восьмишпиндельный автомат (1К282).
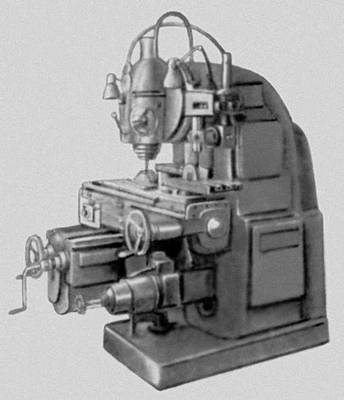
Рис. 3с. Основные типы металлорежущих станков. Вертикально-фрезерный станок с копировальным устройством (6Н12К).
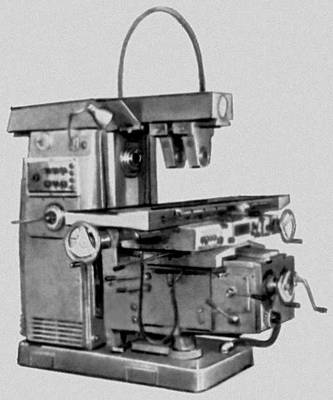
Рис. 3. Основные типы металлорежущих станков. Универсальный консольно-фрезерный станок (6Т82).
Рис. 1. Воспроизведения производящих линий методом: а, б - копирования; в - огибания (обката); г, д - следа; е - касания; П - производящая линия.
Рис. 2. Кинематическая схема главного привода токарного станка.
Рис. 4. Структурная схема цифрового программного управления металлорежущего станка: 1 - устройство для ввода программы; 2 - промежуточная "память"; 3 - сравнивающее устройство; 4 - исполнительный механизм; 5 - узел обратной связи (активного контроля).
Фрезерный станок

 NT.PNG?width=200 "Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)")
")
ГРУППА МЕТАЛЛОРЕЖУЩИХ И ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ В КЛАССИФИКАЦИИ ПО ВИДУ ОБРАБОТКИ
Фрезерная группа станков; Вертикально-фрезерный станок; ЧПУ фрезер; Фрезерные станки
Фре́зерные станки́ — группа металлорежущих и деревообрабатывающих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, зубчатых колёс и т. п., металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, остаётся неподвижным , а заготовка, закреплённая на столе, совершает вращательное движения (главное движение). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
ФРЕЗЕРНЫЙ СТАНОК
ГРУППА МЕТАЛЛОРЕЖУЩИХ И ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ В КЛАССИФИКАЦИИ ПО ВИДУ ОБРАБОТКИ
Фрезерная группа станков; Вертикально-фрезерный станок; ЧПУ фрезер; Фрезерные станки
служит для обработки плоских и фасонных поверхностей, тел вращения, зубчатых колес и т. п. металлических и других заготовок фрезой. Различают фрезерные станки: консольные (вертикальный, горизонтальный и универсальный), бесконсольные, продольно-фрезерные, специальные и др. В деревообработке фрезерный станок используют для обработки плоскостей и фасонных поверхностей.
Фрезерный станок
ГРУППА МЕТАЛЛОРЕЖУЩИХ И ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ В КЛАССИФИКАЦИИ ПО ВИДУ ОБРАБОТКИ
Фрезерная группа станков; Вертикально-фрезерный станок; ЧПУ фрезер; Фрезерные станки
в металлообработке, Металлорежущий станок для обработки резанием при помощи фрезы (См. Фреза), наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, резьб, зубьев зубчатых колёс и т.п.
Принцип фрезерования, по-видимому, зародился в Европе в 16 в. - Леонардо да Винчи дал эскиз прототипа фрезы в виде вращающегося круглого напильника. Известен станок с вращающимся напильником, построенный в Пекине в 1665. Прототипы современных Ф. с. появились в 19 в.: консольный в 1835, универсальный в 1862, продольный в 1884. В дальнейшем конструкции Ф. с. быстро развивались, типы их дифференцировались.
По назначению Ф. с. разделяют на универсально-, горизонтально-, вертикально-, продольно-, копировально-, резьбо-, шпоночно-, карусельно-, барабанно-фрезерные и др. По конструкции Ф. с. могут быть консольные и бесконсольные. Главное движение у Ф. с. (вращательное) осуществляется фрезой, движение подачи (поступательное) - заготовкой; в некоторых случаях (например, при обработке крупных изделий) движение подачи может сообщаться фрезе.
Универсально-фрезерный станок (рис., а) консольной конструкции характеризуется горизонтальным расположением оси шпинделя, имеет хобот с подвеской для крепления оправки фрезы и предназначен для работы с разными типами фрез. Станок имеет поворотный (в горизонтальной плоскости) стол, что позволяет фрезеровать винтовые канавки; стол может перемещаться в продольном, поперечном и вертикальном направлениях. Горизонтально-фрезерный станок аналогичен универсально-фрезерному, но его стол не имеет возможности поворачиваться. Вертикально-фрезерный станок (рис., б) по конструкции близок к горизонтально- и универсально-фрезерным станкам, но отличается от них вертикальным расположением оси шпинделя. Продольно-фрезерный станок (рис., в) предназначен для обработки различных плоскостей у крупногабаритных заготовок (или их групп), установленных в многоместных приспособлениях на столе станка, главным образом торцовыми фрезами. На вертикальных стойках станка, смонтированных на станине, расположены боковые фрезерные головки, а также поперечина с вертикальными фрезерными головками. Каждая головка имеет индивидуальный привод вращения шпинделя; оси шпинделей могут перемещаться в горизонтальной и вертикальной плоскостях, а также устанавливаться под углом. Продольную подачу имеет стол, поперечную - вертикальные фрезерные головки, а вертикальную - боковые. Все фрезерные головки имеют общий привод подач. Шпоночно-фрезерный станок используется для фрезерования шпоночных пазов (по замкнутому полуавтоматическому циклу движений) вращающейся шпоночной фрезой (вертикальная подача на глубину паза, затем прямолинейная горизонтальная подача вдоль оси паза и обратная горизонтальная подача в конце хода). Эти станки бывают одно- и многошпиндельные. Карусельно-фрезерный станок служит для непрерывного фрезерования плоскостей литых, кованых и штампованных заготовок торцовыми фрезами. Стол станка имеет круговую подачу. Барабанно-фрезерный станок предназначен для одновременной обработки двух торцовых поверхностей заготовок (шатунов, валов, вилок и т.п.), а также фрезерования пазов (см. также статьи Зубообрабатывающий станок, Копировально-фрезерный станок, Резьбофрезерный станок).
В промышленности находят всё более широкое применение различные типы Ф. с. с программным управлением. В этих станках движение по каждой из трёх координат станка управляется сигналами, записанными на двух дорожках магнитной ленты. Сигналы, возникающие в обмотках шести катушек магнитной головки через усилители, формирователи импульсов и узел распределения импульсов, подаются на тяговые двигатели, а затем через соответствующие гидроусилители на ходовые винты подач станка.
Лит. см. при от. Металлорежущий станок.
Д. Л. Юдин.
Ф. с. в деревообработке имеет вращающийся вертикальный шпиндель, на котором укрепляется фреза, и применяется для плоскостной, профильной и фасонной обработки резанием заготовок. Различают Ф. с. простые (одно- или двухшпиндельные), карусельного типа и копировальные. Одношпиндельные Ф. с. имеют станину со столом и шпиндель, укрепленный на подвижном суппорте. Обработка заготовок осуществляется при помощи направляющих линеек. В двухшпиндельном Ф. с. шпиндели вращаются в противоположные стороны, что облегчает обработку заготовок криволинейной формы и уменьшает вероятность возникновения сколов и задиров. Для плоского и фигурного фрезерования используют Ф. с. карусельного типа с вращающимся столом, на котором укрепляются заготовки. Копировальный Ф. с. снабжен устройством для работы по копиру (шаблону) и служит для производства мелких, точных и скульптурных работ.
Лит. см. при ст. Деревообрабатывающий станок.
Н. К. Якунин.
Основные типы фрезерных станков: а - универсально-фрезерный; б - вертикально-фрезерный; в - продольно-фрезерный.
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ИНСТИТУТ
Экспериментальный (ЭНИМС) , организован в 1933 в Москве. Научно-исследовательские и опытно?конструкторские работы в области металлорежущих станков и станкостроения.
Википедия
Станки (Ивановская волость, у д. Красный Посёлок)
Станки — деревня в Невельском районе Псковской области России. Входит в состав Ивановской волости.