Введите слово или словосочетание на любом языке 👆
Язык:
Перевод и анализ слов искусственным интеллектом ChatGPT
На этой странице Вы можете получить подробный анализ слова или словосочетания, произведенный с помощью лучшей на сегодняшний день технологии искусственного интеллекта:
- как употребляется слово
- частота употребления
- используется оно чаще в устной или письменной речи
- варианты перевода слова
- примеры употребления (несколько фраз с переводом)
- этимология
Что (кто) такое Сварочное оборудование - определение
СПОСОБ НЕРАЗЪЁМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ
Автоматическая сварка; Сварочное оборудование



![ТЭСО]]](https://commons.wikimedia.org/wiki/Special:FilePath/Kontaktnaia svarka gazoprovodov pskov.jpg?width=200 "ТЭСО]]")

![[[Мост Патона]] — первый в мире цельносварной мост. [[Киев]]. 2008 год](https://commons.wikimedia.org/wiki/Special:FilePath/Paton's Bridge, Kiev.jpg?width=200 "[[Мост Патона]] — первый в мире цельносварной мост. [[Киев]]. 2008 год")



")

Сварочное оборудование
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок - линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки (См. Сварка). К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).
Сварочный пост - участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги (См. Сварочная дуга) в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке (См. Газопламенная обработка) - газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа).
Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании (рис. 2, а) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование (рис. 2, б) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (α и β), одна из которых (β) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки (См. Контактная электросварка) применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.
Сварочный генератор - специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы - универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении).
Сварочный выпрямитель - преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического (См. Дроссель электрический), коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями.
Газовый генератор - аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый).
Сварочный автомат для дуговой сварки - комплекс механизмов и приборов (рис. 4), с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги. Взамен сложных установок для автоматической сварки часто применяют сварочные тракторы (См. Сварочный трактор) - переносные самоходные автоматы. Существуют сварочные автоматы и самостоятельные подвесные головки, осуществляющие электросварку одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к самостоятельным источникам. Применяются также аппараты для сварки неплавящимся угольным или вольфрамовым электродами (рис. 5).
Сварочный полуавтомат, или шланговый полуавтомат, - аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах (См. Сварка в защитных газах), сварку открытой дугой и сварку под флюсом (См. Сварка под флюсом). Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке (См. Газовая сварка) для регулирования сварочного пламени, называется сварочной горелкой (См. Сварочная горелка).
Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны.
Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки.
Лит.: Сварочное оборудование. Каталог-справочник, ч. 1-3, К., 1968-72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974.
М. Г. Бельфор, И. И. Заруба, В. Н. Троицкий.
Рис.1. Установка для дуговой автоматической сварки: 1 - сварочный аппарат; 2 - свариваемое изделие; 3 - шкаф с аппаратурой управления; 4 - источник тока; 5 - провода управления; 6 - токопровод; 7 - рельсовый путь; 8 - тележка с колонной; 9 - роликовый стенд; 10 - площадка обслуживания.
Рис. 2. Схема сварочного трансформатора для дуговой сварки: а - с механическим регулированием индуктивного сопротивления и напряжения; б - с электрическим регулированием; 1 и 2 - первичная и вторичная обмотки; 3 - обмотка управления; 4 и 5 - среднее и верхнее ярмо.
Рис. 3. Схема сварочного генератора: а - поперечного поля; б - с размагничивающей последовательной обмоткой.
Рис. 4. Сварочный автомат для дуговой сварки: 1 - флюсоотсос; 2 - сварочная головка; 3 - механизм подачи с редуктором; 4 - механизм подъема; 5 - ходовой механизм; 6 - флюсоаппарат; 7 - рельсовый путь; 8 - подающий ролик; 9 - мундштук; 10 - воронка для флюса.
Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 - горелка; 2 - катушка; 3 - механизм подачи; 4 - направляющий шланг; 5 - наконечник; 6 - прижимной ролик.
Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 - направляющий рельс-колонна, закрепляемый на изделии; 2 - передний и задний ползуны; 3 - токопроводящие мундштуки с электродами; 4 - пластина для крепления заднего ползуна; 5 - изделие; 6 - пульт управления; 7 - механизм горизонтальной подачи.
Рис. 7. Кантователи: а - роликовый; б - цевочный; в - цепной; г - цапфовый; д - рычажный.
Автоматическая сварка
I
Автомати́ческая сва́рка
дуговая электросварка, в которой основные операции - подача электрода в дугу и перемещение дуги по линии сварки - механизированы. Если механизирована только подача проволоки, а дугу перемещают вручную, сварка называется полуавтоматической. Чаще всего применяется А. с. плавящимся электродом-проволокой, смотанной в бухту массой 20-60 кг и непрерывно подаваемой в дугу по мере плавления. Для защиты сварочной ванны от атмосферного воздуха, а также для раскисления металла и его легирования шов предварительно засыпают толстым слоем флюса (см. Сварка под флюсом), в который погружена дуга. Флюс обеспечивает высокое качество металла шва, устраняет разбрызгивание металла, позволяет повысить сварочный ток и производительность в несколько раз по сравнению со сваркой открытой дугой. Дуга по линии сварки (например, при круговых швах) перемещается передвижением сварочного автомата или самого изделия. Если автомат конструктивно объединён с механизмом передвижения, его называют самоходным; если же его передвигают непосредственно по поверхности изделия или по лёгкому переносному пути, уложенному на изделие, то его называют сварочным трактором (См. Сварочный трактор) (рис.). Широко распространены шланговые полуавтоматы. В них электродная проволока из механизма подачи по гибкому шлангу поступает в держатель, находящийся в руке сварщика. Вместо флюса применяют защитные газы - аргон или углекислый газ, а также газовые смеси (см. Сварка в защитных газах). Однако из-за разбрызгивания металла в этом случае сила тока и производительность ниже, чем при сварке под флюсом. Известна также А. с. неплавящимся вольфрамовым электродом в защитном газе, обычно в аргоне. Наряду с проволокой сплошного сечения при автоматической и полуавтоматической сварке пользуются т. н. порошковым электродом, представляющим собой трубку, начинённую порошками железа, легирующих и флюсообразующих компонентов.
К. К. Хренов.
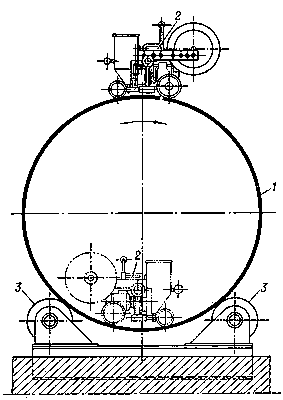
Сварка барабана котла сварочным трактором: 1 - барабан котла; 2 - сварочный трактор; 3 - ролики вращателя.
II
Автомати́ческая сва́рка ("Автомати́ческая сва́рка",)
ежемесячный научно-технический и производственный журнал, орган Института электросварки им. Е. О. Патона АН УССР. Издаётся в Киеве на русском языке. Основан в 1948. Тираж (1969) 6500 экземпляров. Освещает результаты исследований сварочных процессов, печатает материалы по теории и практике сварки чёрных и цветных металлов, а также других материалов, по вопросам проектирования и изготовления сварных конструкций.
сварка
ж.
1) Соединение металлических частей в процессе плавления.
2) Место соединения металлических частей таким способом.
1) Соединение металлических частей в процессе плавления.
2) Место соединения металлических частей таким способом.
Википедия
Сварка

Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого. Специалист, занимающийся сварными работами, называется сварщик.

Примеры употребления для Сварочное оборудование
1. Сварочное оборудование обеспечивает герметичное восстановление трубопровода.
2. Сварочное оборудование (8 ед.) - 411 27' руб.; Лот N 7.
3. Онор Трактор К-701 (в комплекте сварочная установка 4-х постовая, сварочное оборудование); Трубоукладчик ТГ-126.
4. Сейчас закупаем обрабатывающие центры, сварочное оборудование и регулярно посылаем наших специалистов по сварке на зарубежные предприятия.
5. У себя на заводе продаем углекислоту, ацетилен, сварочное оборудование и материалы.